








From a quality perspective, verification of the conformance of quench requirements can be accomplished by examining a furnace chart that shows the quench trend. While this method may enable the quality personnel to determine conformance to quench parameters has been met, it does not mean the quality personnel are prepared to understand the quenching process itself.
In the following, I will attempt to explain the technical side of quenching which should enable quality personnel to better associate the technical aspects of quenching with the quality review and approval.
The process of quenching
The process of quenching is intended to alter the microstructure of metals in conjunction with a thermal process. For example, the purpose of quenching A356 Al castings is to keep the Mg2Si from forming precipitates. If done correctly, this yields maximum strength and good elongation in castings.
Quenching of steel is generally accomplished by immersion in water, oil, polymer solution, or salt, although forced air is sometimes used. As a result of quenching, production hardware must develop an acceptable as-quenched microstructure and, in critical areas, mechanical properties that will meet minimum specifications after the parts are tempered. The effectiveness of quenching depends on the cooling characteristics of the quenching medium as related to the ability of the steel to harden. Thus, results may vary by changing the steel composition or the agitation, temperature, and type of quenching medium.
The design of the quenching system and the thoroughness with which the system is maintained contribute to the success of the process. The design of the part also contributes to the mechanical properties and the distortion that will result from the quench. There are several important steps in the quenching process that should be considered.
Quench stages
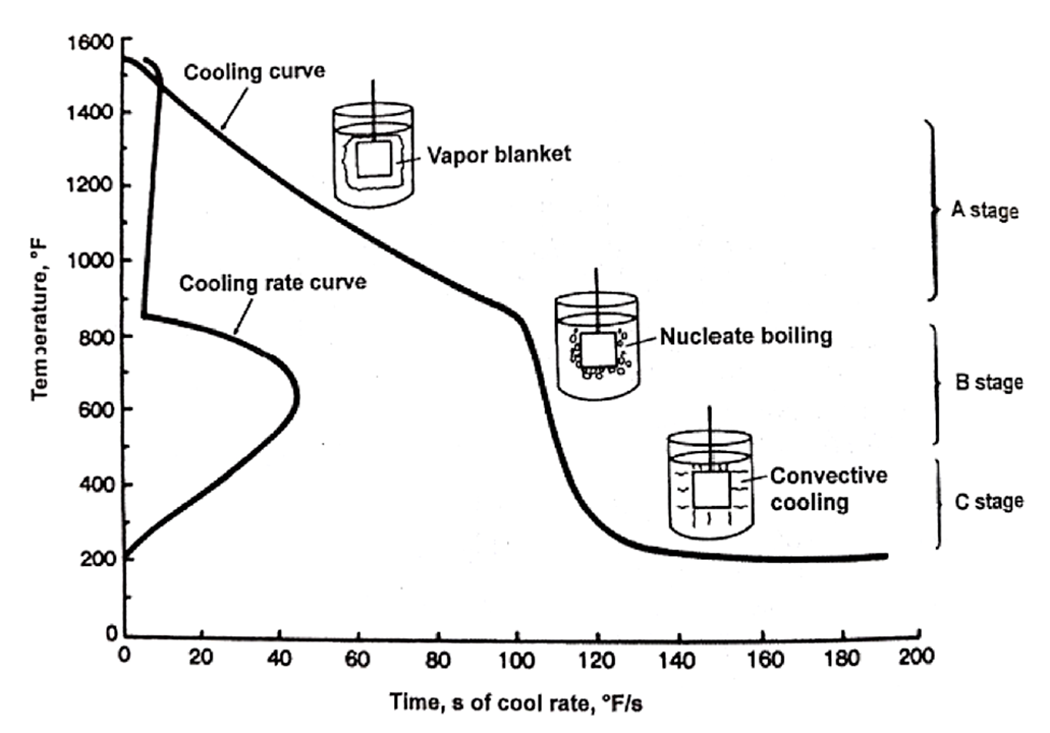
In general, there are three different stages during quench:
- Vapor stage (Stage A).
- Boiling stage (Stage B).
- Convection stage (Stage C).
Stage A: The vapor stage initializes when the material is immersed in the quench medium. The metal is surrounded by a blanket of vapor. What little heat transfer occurs is done through the vapor blanket. Proper agitation will remove this stable vapor blanket to ensure stage B is reached as quickly as possible.
Stage B: The boiling stage is when the vapor begins to dissipate, and the quench solution touches the metal surface. Once in contact with the metal surface, the quench solution begins to boil.
This is the fastest stage of the process and, in consequence, increases the heat-transfer characteristics.
The boiling stage stops when the quench solution in contact with the metal falls below the quench medium’s boiling point.
Stage C: The convection stage occurs when the boiling has ceased. The remainder of this stage consists of heat transfer. This stage yields the slowest cooling rates. Typically, this is the stage where the majority of distortion originates.
Quench parameter review/verification
Quench parameters should be clearly identified on suppliers’ internal procedures/work instructions. This not only enables the operators to ensure the hardware is processed correctly, but also allows the quality representative verifying the quench to clearly understand the quench variables. These variables will include quench medium (water, water/polymer mix, oil, salt, etc.), agitation, quench delay, quench temperature, as well as quench solution volume vs. part size.
Summary
Conformance to quench parameters is essential to achieve overall conformance. Understanding the technical aspects of quenching should help in the review process and also give quality representatives more confidence when issues may arise.








 general practice for CQI-9 and AMS2750E")





