







")
The role of retained austenite (RA) and the magnitude of its influence on the performance of steel components are continually debated. Depending on the application and service environment, literature shows that the presence of RA can confer both positive and negative attributes. As a result, RA continues to be an important research topic for both industry and academia. The following discussion introduces the fundamentals of RA and highlights select instances where RA is believed to be a significant factor in attributes such as product strength, impact toughness, and fatigue resistance. Due to the breadth of this topic, the discussion will be limited to medium- and high-carbon steels with additional alloying content <5 wt. %.
Fundamentals
Most industrial steel heat-treatment processes engage in an austenitization step prior to achieving the final microstructure of the component intended for service. Upon cooling to room temperature, a portion of austenite can be retained in the microstructure depending on the temperature at which the transformation occurred. In an industrial setting, steels are typically either continuously cooled or isothermally held to produce the desired microstructure. To generate measurable amounts of RA, the cooling from austenitization is typically rapid enough to avoid diffusional transformations such as ferrite and pearlite. The temperature and cooling rate required for the pearlite transformation nearly always results in complete transformation of the parent austenite, leaving no residual RA. However, lower-temperature transformations such as bainite and martensite can result in appreciable amounts of RA.
Although the specific mechanism that determines RA can be alloying- and processing-dependent, the dominating mechanism is thermodynamic stabilization of austenite by way of carbon enrichment. As bainite and martensite form, carbon migrates to regions of austenite. This locally increases the stability of the austenite and reduces bainite transformation kinetics, as well as lowering the temperature at which martensite forms.
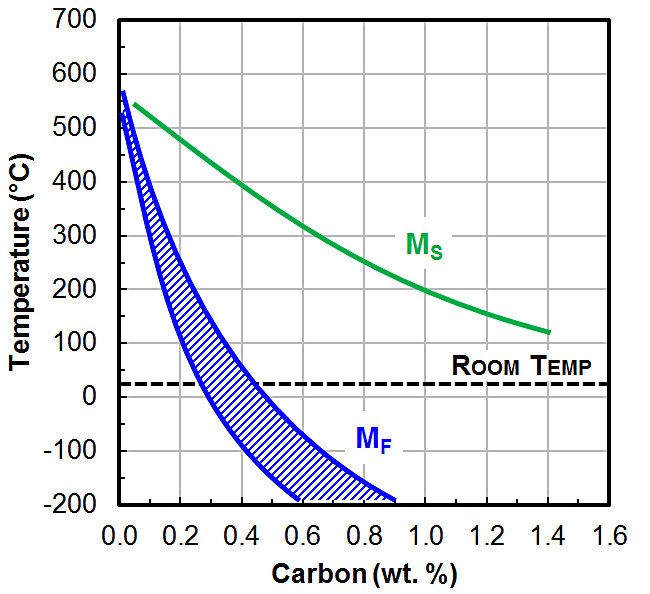
Figure 1 shows the martensite start (MS) and approximate finish (MF) temperatures for plain carbon steels over a large range of carbon compositions. The MS temperature decreases steadily with increasing carbon content, while the MF temperature decreases more rapidly — dropping below room temperature at a relatively low carbon content of approximately 0.40 wt. %. The MF temperature has more uncertainty due to two primary reasons:
1. The accuracy of the techniques used to identify and measure austenite in steel decreases significantly with decreasing amounts of austenite.
2. As RA fractions become small, the morphology makes measurement difficult (e.g., thin RA films between martensite plates [2]).
Some common methods for measuring RA are:
1. Visually: This can be performed with light optical or scanning electron microscopy (SEM) to quantify the austenite fraction using contrast from etching behavior and/or morphology. The low cost of the light optical technique makes it the most common; however, RA measurements below approximately 10 percent are unreliable due to resolution limitations.
2. Electron backscatter diffraction (EBSD): This technique allows both the microstructural and crystallographic attributes of a crystalline material to be characterized. Unfortunately, in the context of RA quantification, accuracy and repeatability are very sensitive to sample preparation. Sample preparation challenges coupled with high equipment costs typically limit the use of this technique to industrial R&D or academic research.
3. X-ray diffraction: This technique is in common practice because it samples a much larger region than visual techniques and EBSD while being less labor-intensive in sample preparation and analysis. However, conventional X-rays only penetrate steel approximately 10µm, and therefore repeatability can be challenging [2]. This is particularly true in higher-alloy steels that may have an inhomogeneous distribution of RA.
4. Magnetic induction: A fast, simple technique that provides quantitative to semi-quantitative RA data, depending on the RA content. The instrument measures the amount of ferromagnetic microstructure (i.e., non-austenitic constituents) in the steel sample. The instrument is commonly used to quantify ferrite fraction in stainless steel welds, but has been implemented as a process verification tool for RA fractions [3]. Instruments have the added benefit of being inexpensive and portable.
Figure 2 shows representative light optical micrographs of a quenched and tempered high-carbon low-alloy steel with two different austenitizing histories. The microstructure exhibiting approximately 15 percent RA (Figure 2a) also contains small carbides, both of which are observed as white regions in the image. Carbides are typically distinguished from RA by their spherical morphology. The microstructure exhibiting approximately 30 percent RA (Figure 2b) contains few or no carbides, and the RA is very pronounced as the white regions between the plate martensite.
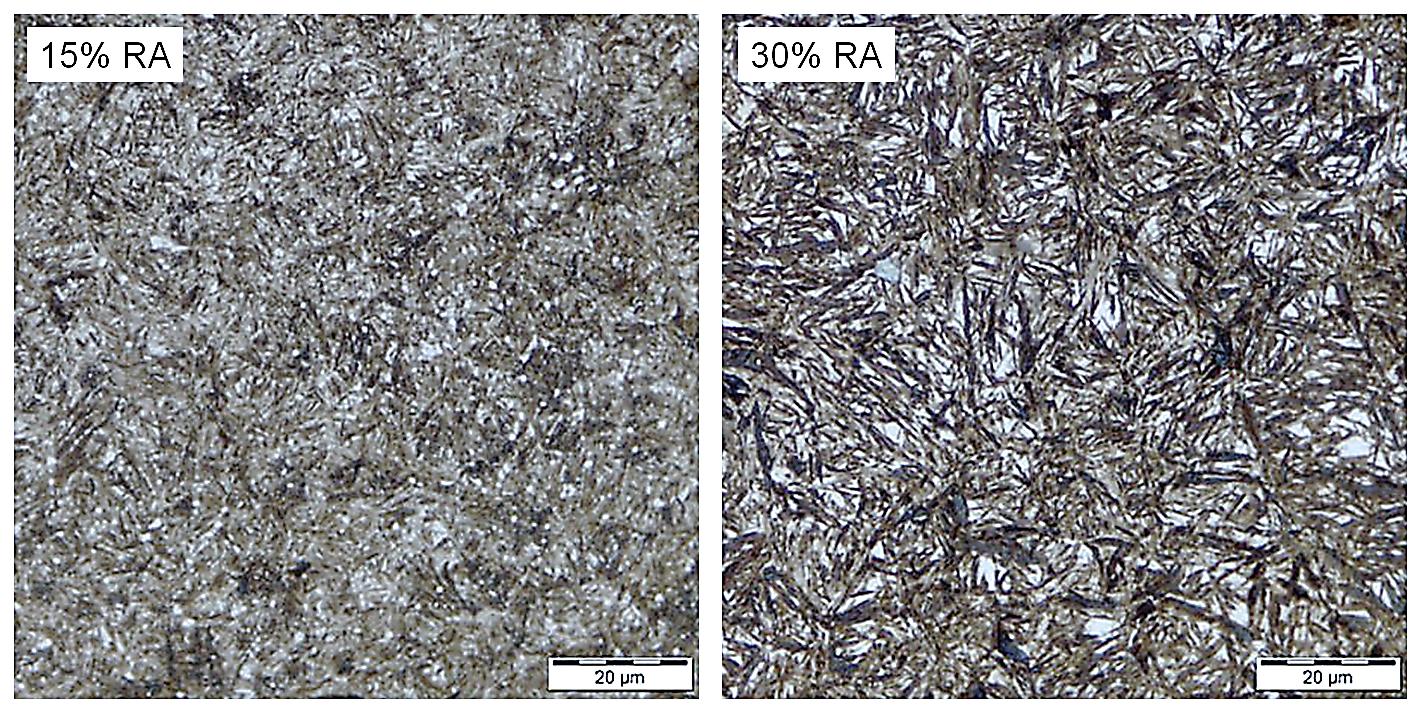
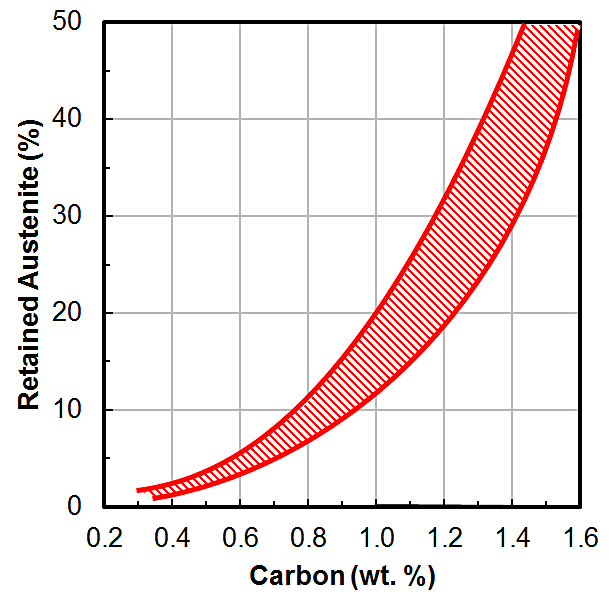
The micrographs provided in Figure 2 emphasize an important concept regarding the aforementioned mechanism for retaining austenite in steel at room temperature. Carbon that is tied up as cementite or other alloy carbides is not available to migrate to austenite during the bainite and martensite transformations. As a result, variations in the microstructure before austenitizing — as well as the austenitizing time and temperature — result in significant changes in RA for a given quenching process. Figure 3 shows an RA range determined from data collated by Verhoeven for plain carbon steels quenched to room temperature. As carbon content increases, so does the range of RA fractions that is observed for a given carbon content.
Applications
A few select attributes stand out as being critically important to the majority of component design: strength, impact toughness, and fatigue resistance. The ways in which RA influences each are discussed in this section.
Strength
Although strength is an important mechanical property, if not the most important, data are not easily obtained in an industrial setting. As an alternative, hardness is typically measured and correlated to the specific microstructure and alloy for a given heat-treatment process. Since hardness most directly correlates with tensile strength rather than yield strength, it is important to validate any correlation.
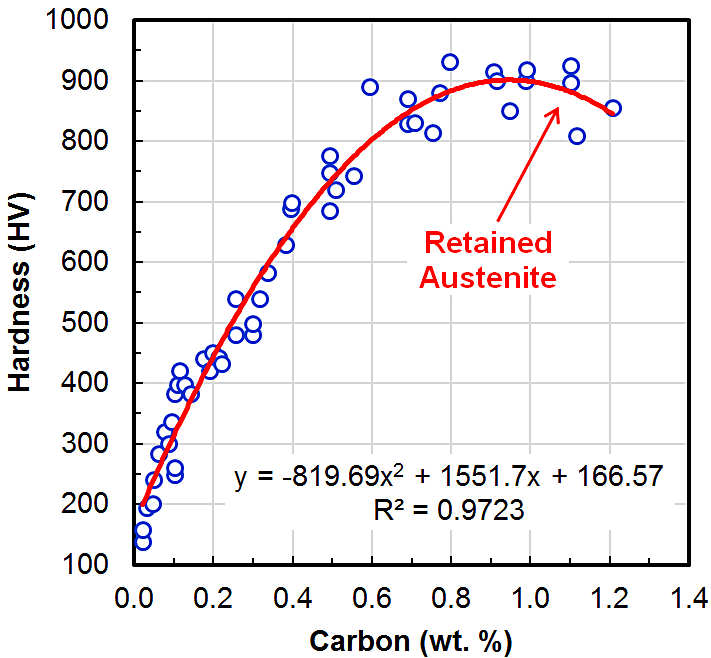
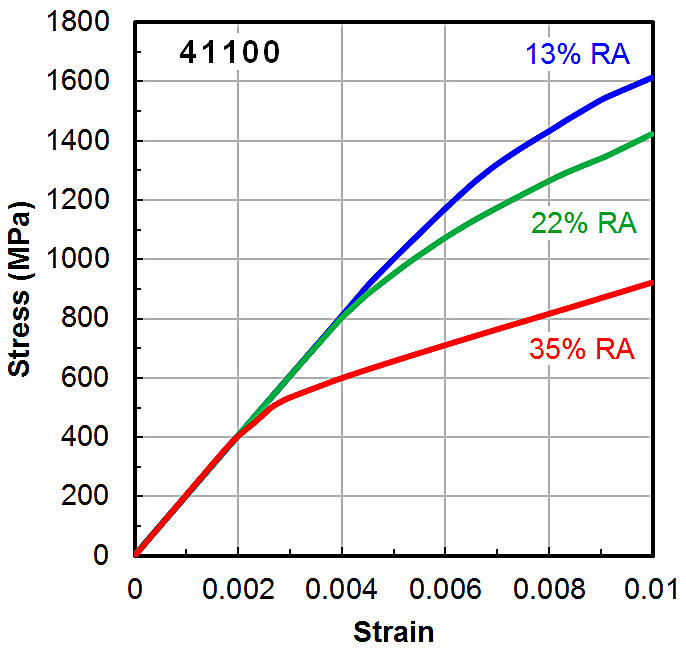
Figure 4 shows the hardness of martensite as a function of carbon content. It is well accepted that the reduction in hardness at the higher carbon contents is due to the presence of RA [4]. Figure 5 shows stress-strain data from tensile tests of 41100 steel at three different RA fractions: 13 percent, 22 percent, and 35 percent. These data indicate a nearly 50 percent reduction in yield strength when the RA fraction increases from 13 percent to 35 percent. Unfortunately, Alley and Neu did not explicitly indicate whether the samples were tempered or tested in the as-quenched condition. These data indicate controls need to be implemented to ensure small changes in RA are accounted for in design calculations as safety factors are minimized.
Impact Toughness
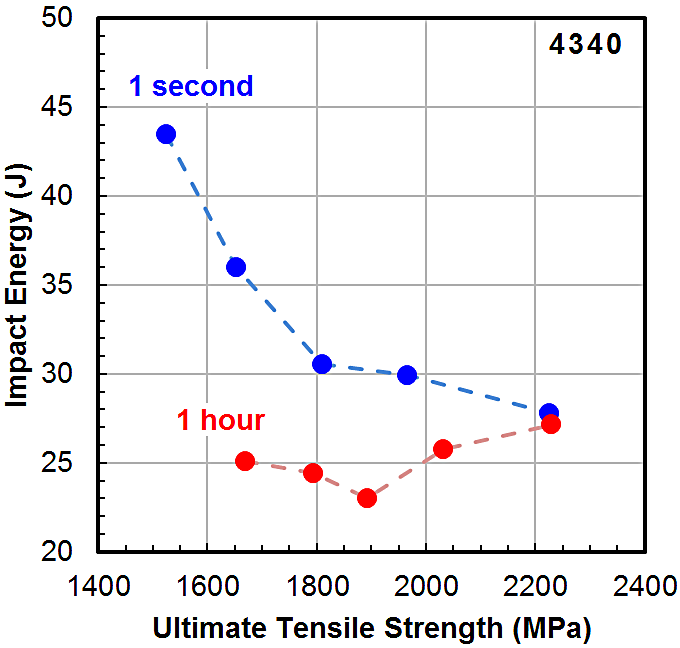
Medium-carbon quenched and tempered steels are often selected for very challenging applications due to their high strength and high toughness. To fine-tune a heat-treatment process to deliver the required properties, a specific tempering temperature range (200°–400°C) is typically avoided due to the increased potential for tempered martensite embrittlement (TME) [4]. As tempering temperature increases, so does its toughness, but within the TME temperature range, a low-ductility trough can be observed. Figure 6 shows data indicating that one potential method for addressing this ductility trough is through the use of a rapid temper process (e.g., induction) in lieu of conventional furnace tempering. Judge et al. suggest that the increased RA observed in the rapidly tempered specimens (1 percent–2 percent on average) is the reason for the improved impact toughness [6].
Fatigue Resistance
The resistance of a given material to high-cycle fatigue directly correlates with its ultimate tensile strength [7], which scales directly with the hardness of the material. This relationship suggests that RA fractions high enough to result in a decrease in hardness would decrease fatigue life; however, RA has been shown to improve resistance to fatigue in specific instances. In carburized steels, increasing RA fractions has been shown to improve bending fatigue [8].
In all cases, RA improves fatigue resistance via crack blunting and increased plane strain fracture toughness (K1c) due to RA transforming to martensite during deformation. This mechanism is also known as transformation-induced toughening [9].
Summary
Retained austenite plays a significant role in the performance of heat-treated steel components. Data indicates even very small amounts of RA may be influential. As a result, appropriate measurement techniques and process controls need to be implemented to deliver targeted performance.
References
- J.D. Verhoeven, Steel Metallurgy for the Non-Metallurgist, ASM International, Materials Park, OH, 2007.
- H.K.D.H. Bhadeshia, “Steels for bearings.” Progress in Materials Science, vol. 57, 2012, p. 268-435.
- V.Miguel-Eguía, F.J. Avellaneda, J. Coello, et al., “A Procedure Based on Magnetic Induction to Evaluate the Effect of Plastic Deformation by Multiaxial Stresses on TRIP Steels.” Materials Science Forum, vol. 713. Trans Tech Publications, 2012.
- G. Krauss, Steels – Processing, Structure, and Performance, ed. 2, ASM International, Materials Park, OH, 2015.
- E.S. Alley and R.W. Neu, “A hybrid crystal plasticity and phase transformation model for high carbon steel.” Computational Mechanics, vol. 52, no. 2, 2013, p. 237-255.
- V.K. Judge, J.G. Speer, K.D. Clarke, et al., “Rapid Thermal Processing to Enhance Steel Toughness.” Scientific Reports, vol. 8, no. 445, 2018.
- B.C. De Cooman and K.O. Findley, Introduction to the Mechanical Behavior of Steel, Assoc. for Iron & Steel Tech., Warrendale, PA, 2017.
- R.H. Richman and R.W. Landgraf, “Some effects of retained austenite on the fatigue resistance of carburized steel.” Metallurgical Transactions A, vol. 6A, no. 5, 1975, p. 955-964.
- ASM Handbook: Fatigue and Fracture, ASM International, Materials Park, OH, vol. 18, 1996.




 general practice for CQI-9 and AMS2750E")







