








Performing a temperature uniformity survey (TUS) can be somewhat of a daunting process. After all, a TUS carries the weight of not only being necessary for validating your equipment but also being required for those that adhere to AMS 2750E.
Typically speaking, a TUS should be performed prior to the first use of the furnace; the frequency it is performed thereafter depends on what furnace classification/instrumentation group you are subscribing to and the overall performance of your furnace. This is regardless of whether you adhere to ancillary specifications for aerospace applications. For those who do adhere to stricter specifications, such as AMS 2750E, you should always refer to them for your specific TUS requirements.
Half the battle of performing a TUS, though, is preparation. To aid in the preparation process, here are seven steps that are instrumental in streamlining your TUS efforts.
1. Determine the desired temperature uniformity range.
The first step in preparing for a TUS is making sure your furnace is capable of meeting the temperature uniformity range needed for your specific parts and processes. If this is your first time performing a TUS, we recommend referring to your OEM specifications to verify that your furnace is performing according to its design classification and the specific class at which it was sold.
If you are performing a TUS in adherence with AMS 2750E, you should determine what the design capabilities of your furnace are and what furnace classification level you are going to test. Vacuum furnace systems are classified into six categories: Class 1 through Class 6. Class 1 has the most stringent temperature requirements with the smallest allowable deviation in temperature uniformity, while Class 6 applies the least restrictive temperature requirements and the widest allowable deviation in temperature uniformity. The range of temperature uniformity varies from ±5°F (±3°C) to ±50°F (±28°C).
It is also important to note that while many manufacturers claim to be AMS 2750E compliant, there are actually several different versions that constitute compliance in regard to vacuum heat-treating systems. As such, it is imperative that you know the process for which you seek compliance, so you can ensure the furnace classification you are purchasing meets your specification requirements.
2. Select number of sensors.
The size of the furnace, as well as the temperature uniformity you are trying to obtain for your specific process, can affect the number of required TUS sensors. Ipsen recommends that wherever you decide to place the thermocouples (TCs), you should make it part of the preparation process and ensure employees who perform the TUS are also trained on the preparation process. This will help reduce any variability that may occur when tuning the equipment for later surveys.
If you are performing a TUS in accordance with AMS 2750E, the number of required TUS sensors is mandated in Table 11 of AMS 2750E. This number is dependent on the specified workspace volume. While the AMS 2750E specification mandates the number and basic geographical location of the sensors, where you place the TC numbers (e.g., TC 1, TC 2, TC 3) is up to you.
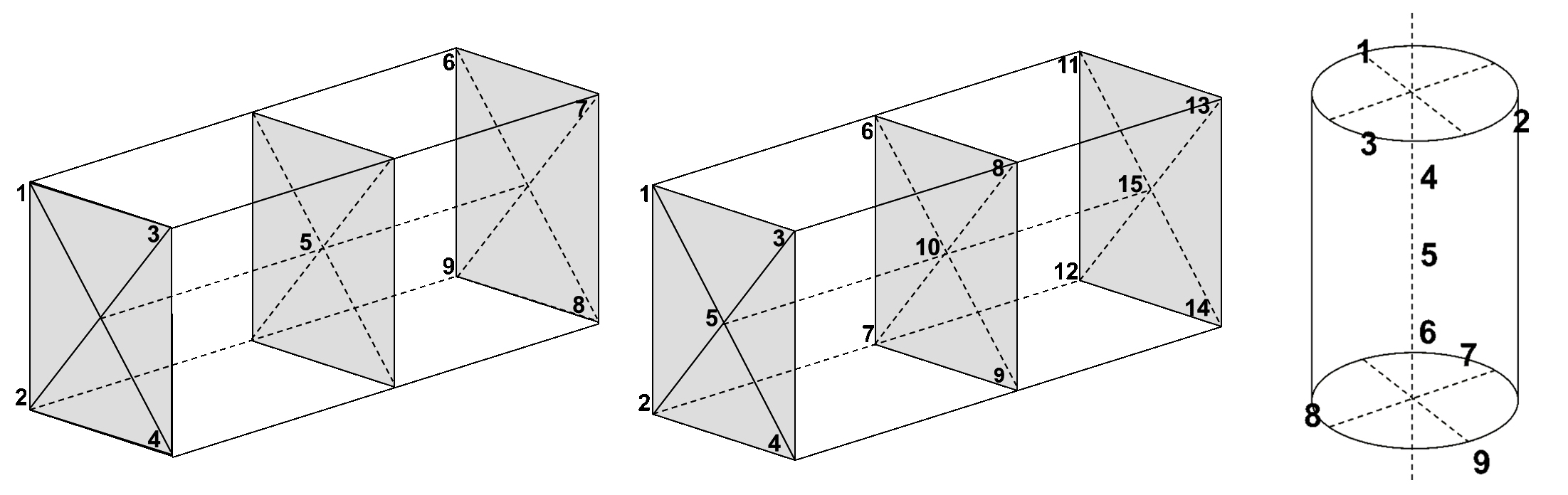
Figure 1 shows some examples of how the sensors could be positioned, depending on the furnace size, instrumentation class, and total number of sensors required.
3. Understand furnace temperature ranges.
A single furnace can be qualified to operate within ±10°F at one temperature range, as well as within ±25°F at another temperature range. If the TUS shows the furnace meets the more stringent temperature variation (e.g., ±10°F at 1500°F), then it also automatically meets the less stringent temperature variation (e.g., ±25°F at 1500°F).
This is also true for a TUS performed according to AMS 2750E specifications. As stated in section 3.5.2 of AMS 2750E: “A furnace may have multiple qualified operating temperature ranges. For example, a furnace may be qualified to operate within ±10°F from 600° to 1,000°F and ±25°F from 1000° to 1800°F.”
4. Replicate furnace parameters.
It is also important that the testing parameters utilized during the TUS replicate — to the best of your ability — the normal operation of the equipment when it’s in production. This means, if fans and/or partial pressure are utilized during production, they should also normally be utilized during the TUS.
If you adhere to AMS 2750E, refer to section 3.5.8 for further details, as well as a few noted exceptions.
5. Decide on load condition.
While the furnace parameters should duplicate the normal operation of the equipment during production, the load condition is one of the exceptions to that rule. The TUS can be performed with an actual production load, a TUS fixture, an empty furnace, etc.
This is also true for AMS 2750E as stated in section 3.5.10: “A TUS may be performed with an actual production load, simulated production load, a rack, or empty.” However, dependent on the load condition used and where the TUS sensors are attached, there are required thicknesses for the heat sink and/or load material. Refer to sections 3.5.10.1 and 3.5.10.2 in AMS 2750E for additional details.
6. Choose furnace atmosphere.
Whatever atmosphere you utilize during production should be used during the TUS. However, you can use an atmosphere of air or inert gas (furnace-design specific) if:
- The process uses a required atmosphere that might contaminate the test sensors.
- The atmosphere might pose a safety hazard.
In short, whatever the production environment is, you should emulate it to the best of your ability (unless it’s one of the specified exceptions) when performing a TUS.
7. Perform TUS data collection.
When you perform the TUS, it is important to follow the necessary data collection procedures. If adhering to AMS 2750E, specific requirements are laid out in sections 3.5.13.3–3.5.13.3.4.
Overall, some key points to remember include:
- Start data collection before the control TC and TUS sensor reach the lower tolerance limit of each test temperature.
- Do not let any sensors exceed the upper temperature uniformity tolerance.
- Continue data collection for at least an additional 30 minutes after stabilization.
As you finish preparing for the TUS, you should also make sure your test load (e.g., box, basket, or fixture) is properly placed. To start, center your test load from left to right so that the distance between the heating elements and test TCs are equally spaced from the surface of the heating element to the test TC.
Also, check the test load to make sure it is symmetrical with regard to the front and rear positions of the work zone. You can do this by ensuring the front and rear TCs’ view of the heating element is equal. For example, if the front TC is centered between the heating elements, then the rear TC should also be centered. Or, if the front TC starts at the center of a heating element, so should the rear element.
Finally, once you have finished establishing the test load’s front-to-rear position, mark the hearth rails with a Dremel tool, hacksaw, etc. These marks will help you accurately place the workload for subsequent temperature surveys and remove variability from the testing.
It is also important to always take into consideration the age and condition of the jack panel. If it is older than two years or showing visual signs of degradation, it should be replaced before performing the survey. An older or damaged/discolored jack panel will cause errors in the temperature readings during the TUS.
In the end, properly validating your equipment helps ensure uniformity, reliability, and, most importantly, repeatability. Learn more about adhering to AMS 2750E and other specifications at www.IpsenUSA.com/Articles.










 general practice for CQI-9 and AMS2750E")





