








In this column, we will discuss the Segerberg Hardening Power (HP) for polymer quenchants.
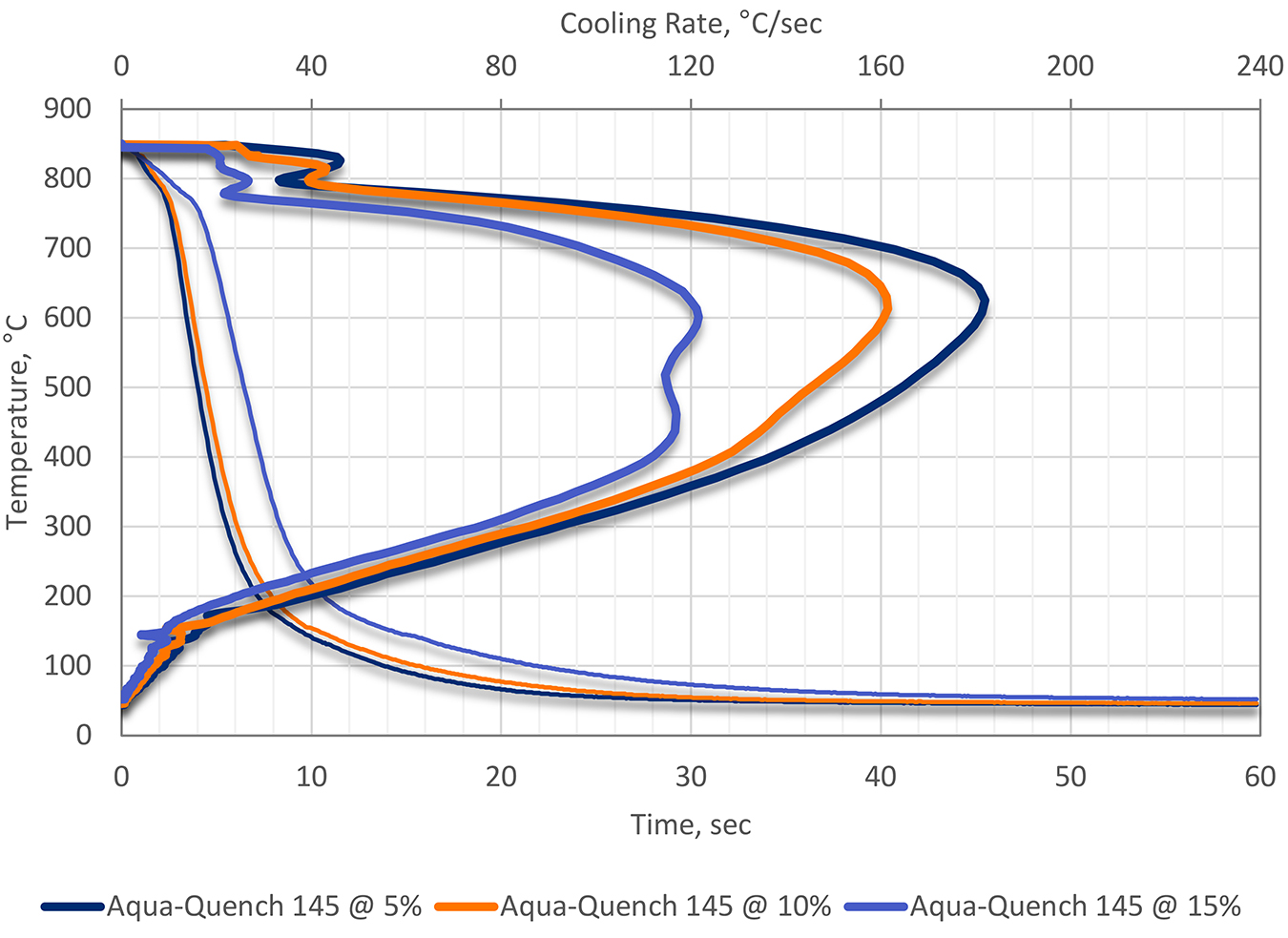
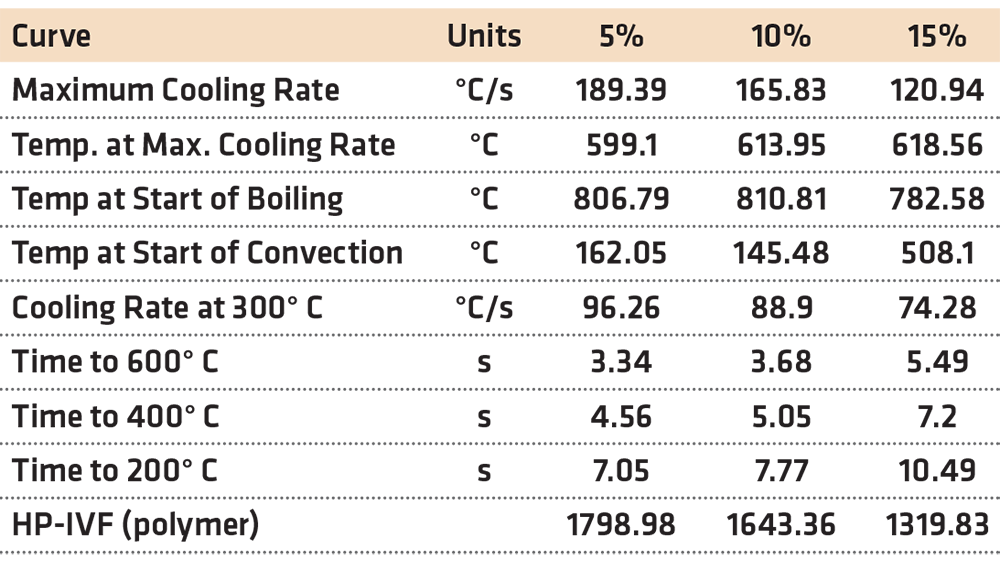
When comparing polymer quenchants, there are several things that we look at to make sure that it will quench our parts satisfactorily. First, we look at the cooling curve of the quenchant to make sure that it will properly quench our parts. A typical cooling curve of a polymer quenchant at different concentrations is shown in Figure 1. A table showing the specific values taken from the cooling curve is provided in Table 1.
After verifying that the quenchant will satisfy our required metallurgical properties, we look at other things, such as biostability, available corrosion inhibition, etc.
In this table, we see a value for the HP-IVF (polymer). In this article, the meaning of this value will be explained.
Hardening Power for Polymer Quenchants
Several decades ago, the late Sorin Segerberg of IVF in Sweden proposed the concept of hardening power for oils and polymer quenchants [1] [2]. During this time, cooling-curve testing was not truly established as an international or USA standard. It wasn’t until about 1995 that the ASTM [3], and the ISO method [4] was established as the preferred method for cooling curve measurement.
In this analysis, immersion quenching of 16mm diameter x 48mm long cylinders of SAE 1045 were quenched in many different oil quenchants. Hardness was measured on the parts, and a regression analysis was performed on the results. For unalloyed steels, the formula for hardening power was determined to be:
 Where TVP is the transition temperature between the vapor phase and the boiling phase (°C), CR550 is the cooling rate over the temperature range of 600 to 500°C (°C/s), and TCP is the transition temperature between the boiling phase and the convection phase (°C).
Where TVP is the transition temperature between the vapor phase and the boiling phase (°C), CR550 is the cooling rate over the temperature range of 600 to 500°C (°C/s), and TCP is the transition temperature between the boiling phase and the convection phase (°C).
For polymer quenchants, a similar approach was taken. However, since in polymer quenchants the vapor phase is generally non-existent, and there is typically no sharp transition boiling and convection, a different type of equation was necessary. In this case, the equation was modified to examine the cooling rate at the ferrite/pearlite nose (CRP, °C/s), and the cooling rate at the martensite start temperature (Ms, °C):
 For alloyed steels, the coefficients in each of the equations for oils and polymer will be different. As can be seen from the above equation, the cooling rate at 300°C will have a greater impact on the hardening power than will the cooling rate at 550°C, for the same range of values.
For alloyed steels, the coefficients in each of the equations for oils and polymer will be different. As can be seen from the above equation, the cooling rate at 300°C will have a greater impact on the hardening power than will the cooling rate at 550°C, for the same range of values.
Effect of Cooling Rates at 550°C and 300°C
To examine the relative effects of the cooling rates at 550°C and 300°C in a polymer quench, on the hardness and microstructure, a simple design of experiments was created. In this DOE, the Cooling Rate at 550°C was varied from 100 to 200°C/s, and the Cooling Rate at 300°C was varied from 60 to 110°C/s. From these values, the hardening power was calculated, and cooling rate curves were created (Figure 2).
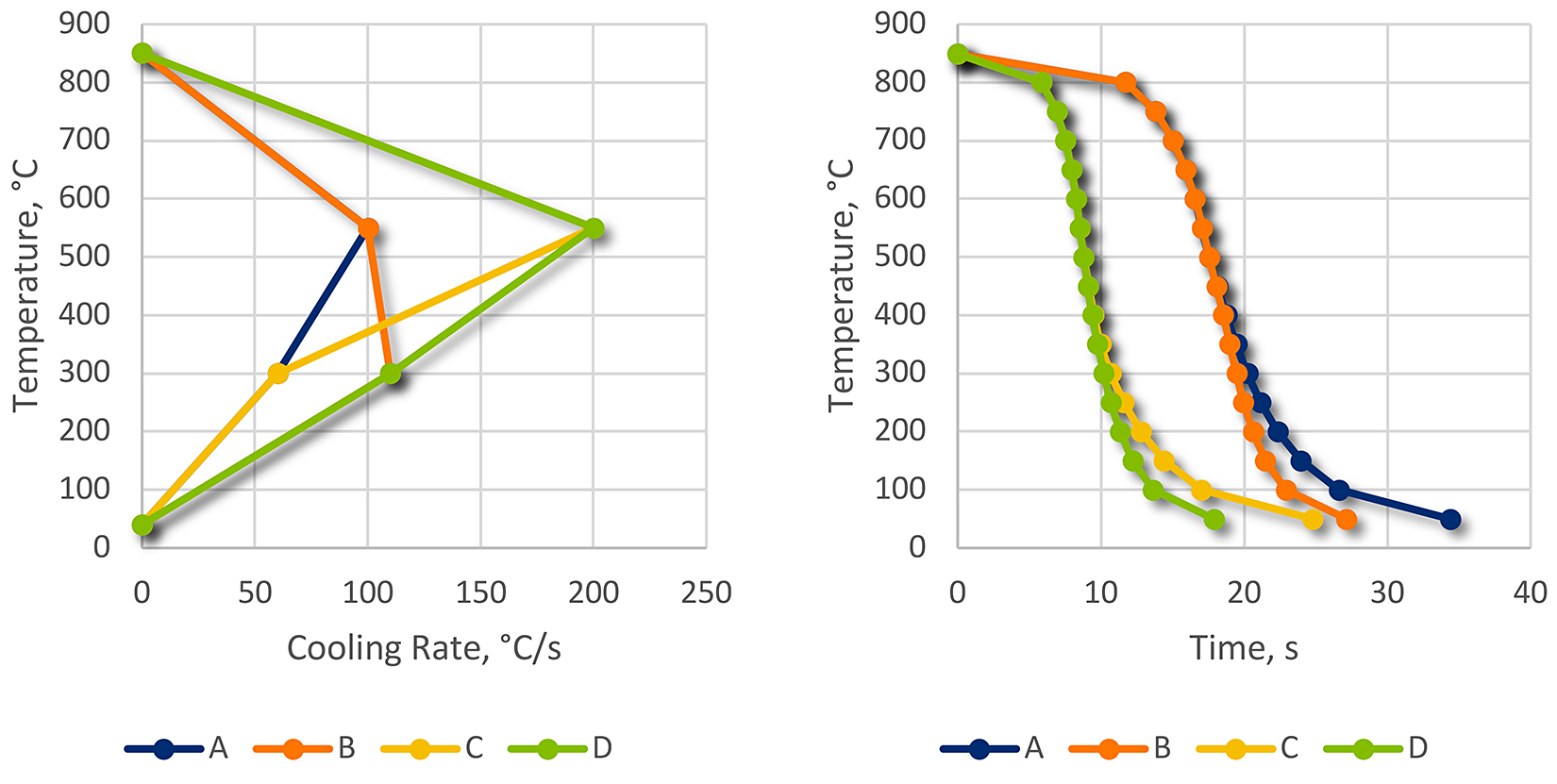
From the cooling rate curves, time-temperature curves were calculated (Figure 3). The time-temperature curves were then input into JMatPro [5] and the hardness and resulting phases were calculated. An SAE 1040 steel was used as the low hardenability would accentuate differences in cooling rate.
The results of the DOE are shown in Table 2.

Graphs showing the effect of the cooling rates at 550°C and 300°C are shown in Figure 4.
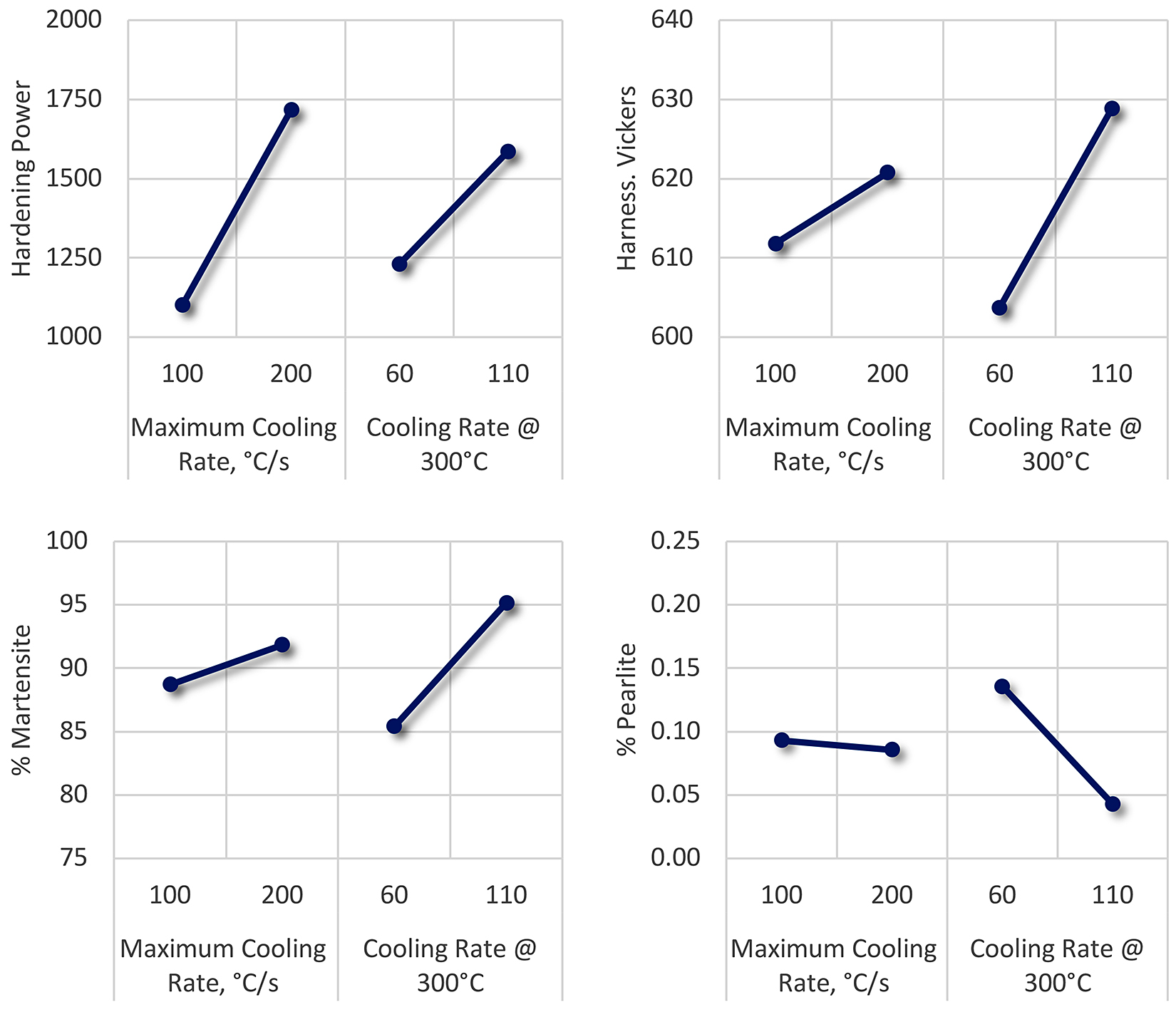
The results of the DOE show that for the same value, the hardening power and hardness will increase more with the cooling rate at 300°C, than will the same amount at 550°C. As expected, the cooling rate at 300°C had a greater impact on the amount of martensite present, with increasing cooling rate at 300°C. Increasing the cooling rate at 300°C also had the effect of reducing the amount of bainite present in the matrix after quenching.
Conclusion
In this article, the Segerberg Hardening Power for polymer quenchants was discussed. This is an empirical evaluation of the relative heat extraction rates of differing polymer quenchants, based on the cooling rates at the ferrite/pearlite nose (550°C) and the cooling rate at the martensite start temperature (about 300°C).
Increasing the cooling rate at 300°C increased the hardness and percent martensite formed, while decreasing the amount of bainite formed. Even though the maximum cooling rate was equivalent to a fast quench oil or faster, the cooling rate at 300°C was dominant for hardness and resulting microstructure in the matrix.
References
- S. Segerburg, “Classification of quench oils: A method of comparison,” Heat Treating, vol. 20, no. 12, pp. 30-33, 1988.
- S. Segerberg, “The Hardening Power of Polymer Quenchants and its Prediction,” in 12th ASM Heat Treating Conference, 13-15 March, Indianapolis, IN, 1989.
- ASTM International, Standard Test Method for Determination of Cooling Characteristics of Quench Oils by Cooling Curve Analysis, ASTM D 6200, Conshocken: ASTM, 2012.
- International Organization for Standardization, “Industrial quenching oils — Determination of cooling characteristics — Nickel-alloy probe test method,” Geneva, 1995.
- Sente Software, “JMatPro,” 11 November 2018. [Online]. Available: https://www.sentesoftware.co.uk/.
- J. Bodin and S. Segerberg, “Measurement and Evaluation of the Power of Quenching Media for Hardening,” Heat Treatment of Metals, no. 1, pp. 15-23, 1993.







 general practice for CQI-9 and AMS2750E")





