






While watching a movie, most people don’t give a second thought to the hundreds of companies and technicians who worked tirelessly behind the camera to turn Chris Evans into Captain America.
The same can be said for the expertise and technology that Taylor-Winfield brings to a wide range of products through its heat-treating capabilities.
“You could walk through a company like Lowe’s or Home Depot, and you will walk by a dozen or more products that have been made on our systems, but they’re marketed under names like GE, Whirlpool, or Stanley Black & Decker,” said Blake Rhein, Taylor-Winfield’s vice president of Sales & Marketing. “You’ll never see our name, but we’re behind the scenes to help our customers succeed in their markets.”
Broad range of services
Those products and services include induction power supplies, coils, turnkey systems, rebuilds, spares, and lab services, according to Ryan Neiss, Taylor-Winfield’s induction heating product manager.
“If they want to develop a process or look at developing a process, we have a full lab that has different-sized power supplies, frequencies that we can run tests to validate the process for customers, typically at little-to-no cost, depending on how complex the need is,” he said.
A lot of the projects begin in Taylor-Winfield’s R&D laboratory, according to Rhein.
“Customers will send us parts, and they say, ‘Here’s what we want to do; how do we go about it?’” he said. “We’ll develop the — call it the thermal process, whether it’s induction heating and material joining process for welding — and qualify it and show them as part of a proof of concept that using this technology will work in their production environment.”

Integrating needs
Many of Taylor-Winfield’s customers are looking to integrate their material-joining needs with their heat-treating needs, according to Marketing Manager Katie Denno.
“For example, our heat-treating solutions might piggyback on a resistance welding system or a linear-friction welding system,” she said. “Our customers come to us for our expertise in many material joining applications combined with our heat-treatment products and machines to achieve their parts-production goals.”
Rhein points out that it is a customer-centric approach.
“Generally speaking, we do distribute copper products and coils and some commodity quick-consumption types of items,” he said. “But on our capital-equipment side, we generally start with a customer’s specifications and parts drawings. We build the system around their need and what they want to accomplish.”
Full-service manufacturing solutions
Taylor-Winfield’s goal is to offer the customer a full-service manufacturing solution, according to Denno.
“Most of the time, our projects begin in our research and development facility to prove out the right process, then it goes to our engineering department, where we conceptualize and design a solution for the customer’s production needs,” she said. “Then we’ll go back-and-forth with the customer to make sure that the solution is exactly what they need. At that point, we start building. Once the build is complete, we invite the customer back for factory-acceptance testing. Once the testing is finished, we send a field-and-test service technician to the customer site to commission the machine. Lastly, we offer the spare parts, copper products, and the aftermarket services they would need to help support the life cycle of their machines.”
Sitting down with the customer and finding out exactly what they want to accomplish is important, but finding innovative ways to conquer the challenge is key, according to Neiss.
“Sometimes it’s, well, we think there’s a better way,” he said. “The customer might just want to get away from flame brazing, flame or oven-heat treatment, and then we always say if you’ve got parts, we can start evaluating and see how those work out and what challenges we see with the process. In the lab, we also do simulations and calculations that zero in on those performance goals that they need. Sometimes it’s a performance-related challenge; sometimes it’s a part challenge, and we can address those with the customer. Some customers have the freedom to change their part design to better allow for a proper heat treatment.”
Award-winning innovation
Whether it’s a small business or a Fortune 100 company, Taylor-Winfield looks to provide solutions from a technical aspect, according to Neiss.
“Sometimes, the more difficult challenge is fitting a system that’s properly safeguarded within their budget or making sure that they get a good return on investment,” he said.
And as it becomes more difficult to replace an aging industrial workforce, Taylor-Winfield is diving head first into the world of automation and predictive maintenance, according to Rhein.
“I would say from the heat-treating side, equipment achievements would probably be our solution for a large gap-by-gap large gears scanner,” he said. “That tied together with our automation. We integrated a Yaskawa robot into the system for fully automatic gear heat-treatment process. We used the robots to basically position the inductor into the gap of the large gear. That provided a consistent heat pattern all the way around the circumference of that gear, so you never had any pattern shift or offset or — worst case — crashing an inductor into the gear tooth. That was a really fabulous system.”
The gears for that system ranged from 40 inches in diameter up to 120 inches and could do ID and OD seamlessly, according to Neiss. The system also won an innovation award.
“Those were primarily used in the wind-turbine industries,” Rhein said.
Another example within the heat-treating industry involved a high-volume induction heat-treat system, according to Neiss.
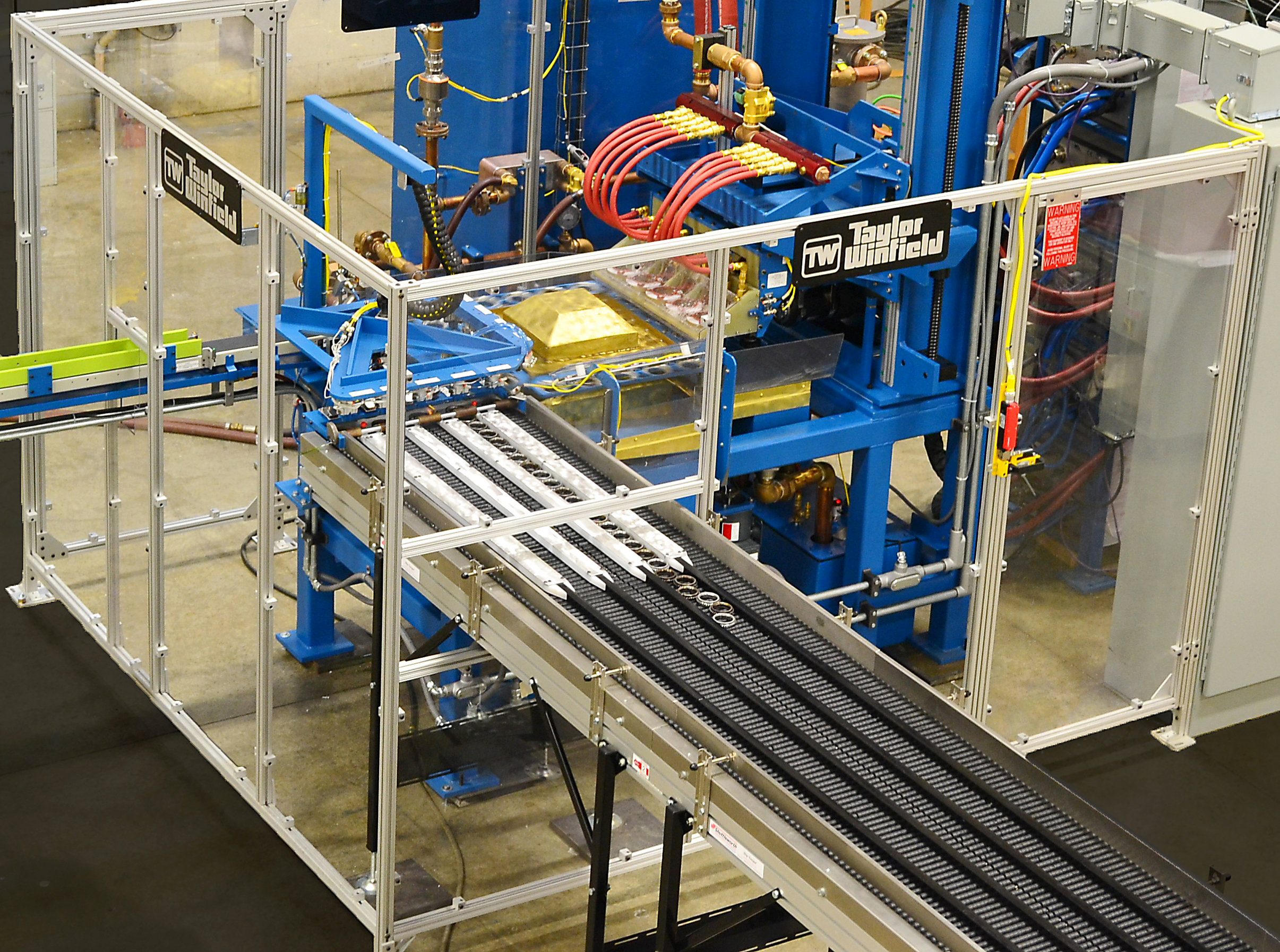
“That system was developed for our customer’s standard gear product family, and they had a lot of high volume on that,” he said. “The system was able to do approximately 2,500 parts an hour. The unique thing about that system is it fed five lanes, and they were all able to be turned on or off depending on the product workflow. What set us apart is we were able to directly transfer the parts from the hardening system into their temper furnace. It was a seamless integration for them because we took the exit conveyor right up to their temper furnace and had a pusher that pushed it in their temper furnace.”

Looking at big data
And then there is Taylor-Winfield’s innovative inroads into predictive maintenance or smart manufacturing — interpreting the data from either an automated system or stand-alone machine, according to Rhein.
“It’s called big data,” he said. “It’s the data analytics that are coming out of a machine. So, even with a traditional machine like a spot welder or a standalone induction heating power supply, the customers are wanting more and more data out of the machine so that they can do predictive maintenance.”
The traceability of parts becomes paramount within certain industries, particularly aerospace and automotive, Rhein said.
“When your products are flying at 38,000 feet, if something goes wrong, they want to know and how to trace it back,” he said. “They can better predict what their results are going to be out of their manufacturing facility. That’s been a big impact. We’re a premier integrator for Cognex Vision Systems, and we also work with Keyence. We’re also premier integrators for Yaskawa Motoman, Fanuc, and Kawasaki robots.”
Assessing customers’ needs
And that data can run the gamut depending on what the customer needs, according to Rhein.
Denno agreed.
“The data, the quality assurance, the repeatability, and the access to having all that information at your fingertips is really important to our customers,” she said. “We’re able to offer those solutions within our machines and our power supplies so that they have the most up-to-date software and the ability to offer remote diagnostic assistance from our side so that we can help them achieve their production goals.”
More specifically, Taylor-Winfield offers a service called TW Connect, which, if installed during a machine’s building process, has the capability to remotely diagnose the customer’s machines without the expense or the delay of a service visit, according to Denno.
“We can plug into an existing machine anywhere in the world as long as the customer’s IT group will let us, or we can use a guest Wi-Fi connection,” Rhein said. “If the machine is enabled for remote connectivity, we can log into the machine and look at what’s going on with it from here and help to service and support them and diagnose problems that we would communicate to their engineering or maintenance groups. It saves the cost of travel time and downtime.”
And the cost is minimal, according to Neiss.
“It’s a safe, secure connection that doesn’t interfere with their network at all,” he said.
Post-weld heat-treat system
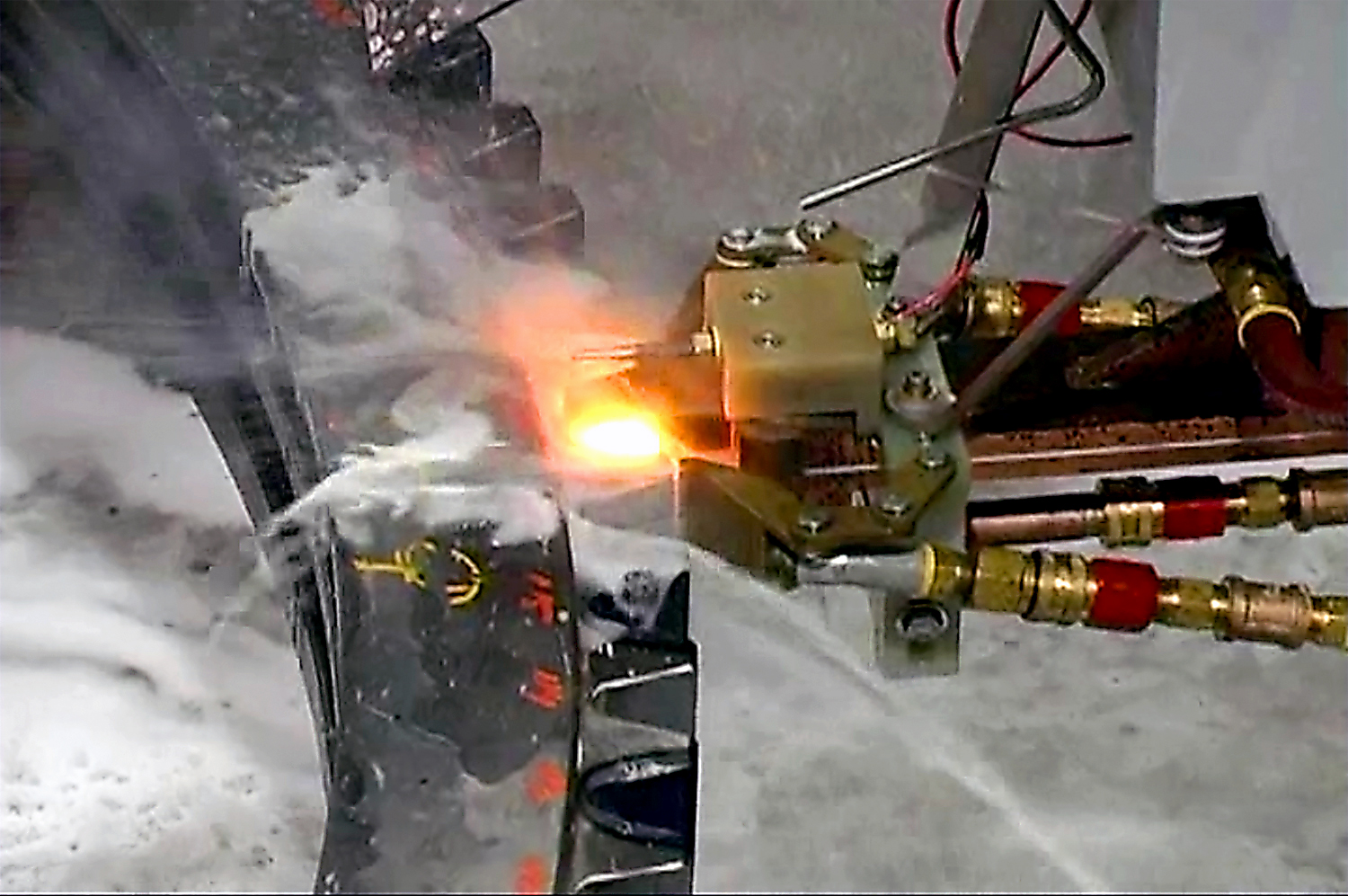
Since Taylor-Winfield offers solutions for material-joining and heat-treating, one of the company’s more innovative solutions has been a post-weld heat-treatment system that automatically welds and heat-treats seams in a continuous steel process line, according to Rhein.
“What’s happening in the steel industry and a lot of others is the metallurgical mix of the materials is changing because they’re trying to go lighter weight with higher alloyed materials, which makes them difficult to join at the front end of a process line,” he said. “You need to have a quick, easy, and efficient way to post-weld heat-treat the joint that’s created so that they can then release the material into their process line without the fear of it breaking.”
In an industry where materials are constantly evolving and changing, Taylor-Winfield’s experts are up to the challenge to literally keep things moving, Denno said.
“I think that’s another one of the perks of working with Taylor-Winfield: We have multiple ways of joining materials, and we understand those materials that are challenging manufacturers today,” she said.
Linear-friction welding
Another project Taylor-Winfield is working on that highlights its innovative expertise is one incorporating induction post-weld and preheating into a linear-friction welding process, according to Rhein.
“Linear-friction welding in parts production is new,” he said. “It’s widely used in aerospace, but not in common industry. In many cases, depending upon the material, this happens to be titanium, it reacts very well to either preheat prior to the joining process or post-weld heat-treatment after the joining process. We’re developing this for one of our military branches, and it potentially could revolutionize how titanium material is being joined.”
These innovative breakthroughs are often the result of extensive research within Taylor-Winfield’s R&D lab, according to Neiss.
“We have all the core technologies in our lab,” he said. “Sometimes when a customer might think they need to use induction, it might be a better process for possibly a laser or possibly resistance. It gives that customer a plethora of different joining and heat-treating options within one company. It’s a one-stop shop for them.”

137 years ago
Taylor-Winfield opened its doors to business in 1882 in Warren, Ohio, according to Rhein, but in the early 1960s, the company entered the heat-treat world with the purchase of Induction Heating Corporation of Brooklyn, New York.
“That began our journey into heat treatment, into brazing, and using induction heating as a much cleaner and greener process for joining and brazing of heat-treated materials versus, say, an oven or open-flame process,” he said. “Over the years, we’ve developed induction-heating power supplies for customers. A mainstay of our business is coming up with custom solutions for brazing, heat-treating and other types of induction-heating applications for our customers. We’re a solution provider.”
Being able to provide innovative solutions over and over again keeps customers coming back to Taylor-Winfield.
“Our customer’s success is our success,” Rhein said. “Probably on any given year, roughly 70 percent of our business is from repeat customers that have new projects.”
And Taylor-Winfield is proud to be the “silent partner” in its customers’ continued successes.
“If you look at the products, it will never say made with a Taylor-Winfield process,” Rhein said. “But it’s out there.”
MORE INFO www.taylor-winfield.com




















 general practice for CQI-9 and AMS2750E")





