






Understanding distortion mechanisms is critically important in manufacturing due to their potential influence on alloy selection, material sourcing, process design, and process flow. Discussions centered on distortion frequently focus on controlling component cooling and the resultant stresses. This is understandable because it is typically seen as the primary cause of distortion for the majority of heat treatment processes and materials; however, many scenarios can result in the occurrence of distortion during heating. Distinguishing between heating and cooling distortion is often challenging but is critical to optimizing the complete heat treatment process and minimizing downstream costs.
Importance of distortion control
Distortion is an important topic in manufacturing because it is directly linked to costs. Controlling both magnitude and part-to-part variation of distortion allows near net shape parts entering the heat treatment process to be optimized, permitting finishing stock to be minimized. Ultimately, this minimizes cycle times for finishing operations without appreciably influencing heat-treatment cycle times. Of course, this assumption of cost savings is a function of the process and component, which needs to be evaluated for each scenario.
Understanding distortion
Component distortion can be characterized as size change due to uniform microstructural changes, such as phase transformations, or shape change due to stresses from thermal gradients or gravity [1]. Quantifying the size and shape change of a component is typically the first step toward understanding its distortion. This is typically done by measuring a statistically significant quantity of parts with an appropriate level of precision, processing each part, accurately measuring each part post-processing, and finally comparing the pre- and post-processing measurements. Although this method yields a great deal of information that can be translated into process improvement strategies, it is iterative and therefore costly. Computer modeling software using accurate material behavior data from well-controlled laboratory experiments can reduce this iterative process significantly, allowing the initial part geometry to be near-optimal from the start. Dilatometry is one experimental method used to quantify material changes during virtually all regions of a heat treatment via accurate measurement of dimensional changes as a function of both time and temperature. Dimensional changes directly correspond to phase transformation behavior, thus providing a means for both quantitatively and qualitatively understanding a material’s behavior.
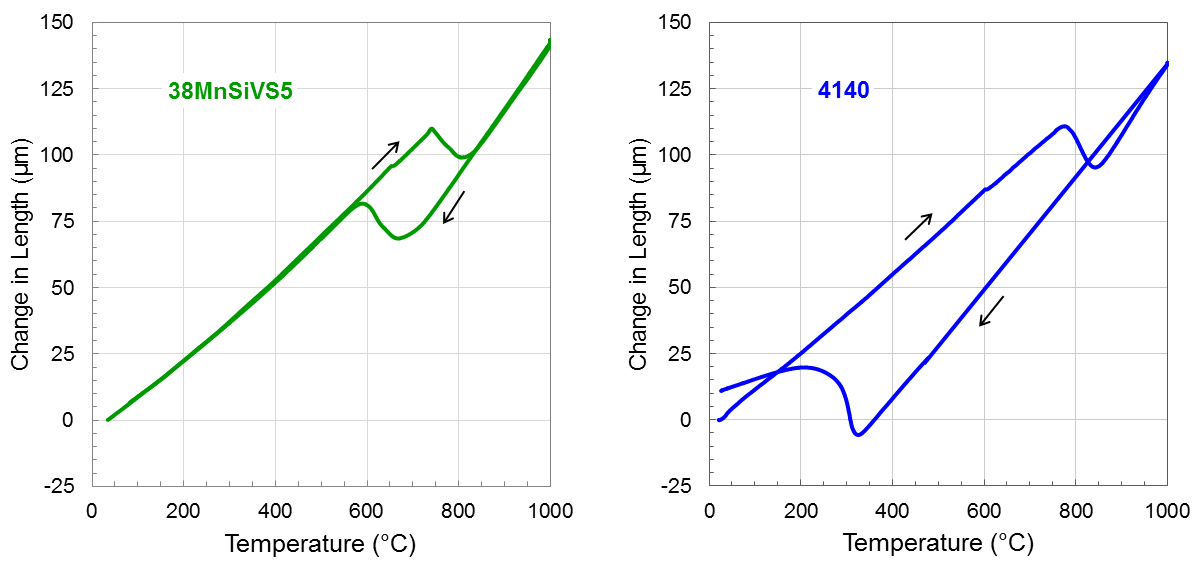
Figure 1 shows thermal expansion data for two steels heat-treated identically in a dilatometer. Although a significant amount of quantitative data can be extracted for these two graphs, they will be discussed and compared qualitatively in the interest of brevity.Figure 1a shows a medium-carbon vanadium (V) microalloyed steel, 38MnSiVS5, while Figure 1b shows a common medium-carbon chromium-molybdenum low alloy steel, 4140. Both steels were heated relatively quickly (10°C/s) to a high austenitizing temperature (1,000°C) then control-cooled at 1°C/s to 500°C before quenching to room temperature. Arrows shown in the graphs specify data recorded either during heating or cooling. In general, materials exhibit a near-linear increase in length during heating and decrease in length during cooling. Significant deviation from this near-linear behavior indicates a phase transformation has started. Subsequently, when a material returns to near-linear expansion during heating or contraction during cooling, the phase transformation is approaching completion.
In Figure 1a and Figure 1b, the steels behave similarly during heating and dissimilarly during cooling. During heating, they transform from a mixture of ferrite and cementite (Fe3C) to austenite similarly due to their comparable carbon contents and starting microstructures. During cooling, the two steels behave dissimilarly due to differences in alloy content resulting in the 4140 steel being more hardenable and thus transforming at a lower temperature. The 38MnSiVS5 steel reverses the on-heating phase transformation at a relatively high temperature resulting in no net dimensional change from the start to the end of the heat treatment. The 4140 steel transforms at a much lower temperature resulting in martensite forming from austenite instead of a mixture of ferrite and cementite. The difference between the starting and ending microstructures of the heat-treated 4140 steel results in a size change measured as an increase in final length of the dilatometry sample. When this size change occurs uniformly in a component it can be easily accounted for in finishing stock changes; however, non-uniform size changes due to thermal gradients result in shape changes, which are more difficult to address.
Causes of on-heating distortion
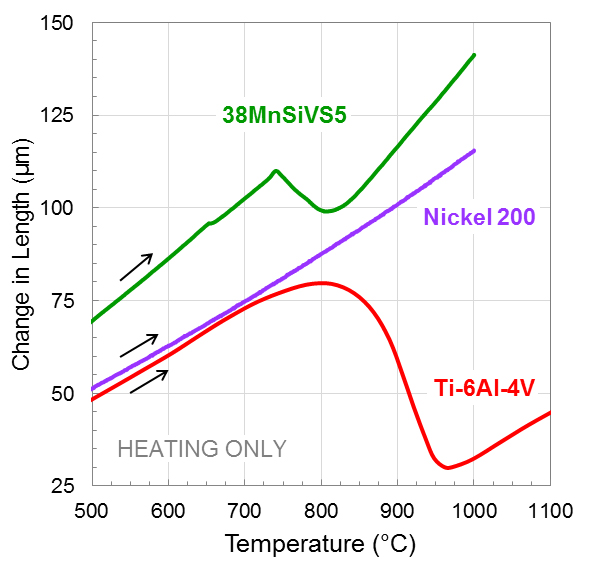
The two primary factors influencing distortion during heating are material and geometry. Unfortunately, the root cause of on-heating distortion under many circumstances is a coupled effect of both factors, which can also influence on-cooling distortion, further increasing complexity. Ultimately, on-heating distortion is the result of phase transformation gradients within the component. Stresses induced during phase transformations can result in the local yield strength of the material to be exceeded and therefore an appreciable change in shape. Figure 2 shows the heating portion of dilatometry data from three materials showing significantly different on-heating behavior. The 38MnSiVS5 data is the same as Figure 1a, shown for comparison to Nickel 200 and Ti-6Al-4V. The two non-ferrous materials, Nickel 200 and Ti-6Al-4V, represent the best- and worst-case scenarios for distortion control during heating, respectively. The Nickel 200 alloy is a single phase material which exhibits no phase transformations while the Ti-6Al-4V alloy exhibits a significant size change during phase transformation during heating. Distortion control for Ti-6Al-4V can be very challenging because of the large temperature range over which the transformation occurs (two times that of 38MnSiVS5) as well as the magnitude of size change (five times that of 38MnSiVS5). Details for scenarios other than material selection which can result in on-heating distortion include:
Component orientation: Gravity can cause thin sections to distort due to the weight of a component causing the yield strength at a given temperature to be exceeded or even in some extreme circumstances due to creep.
Thin cross-sections: Heat transfer is geometry dependent. Thin sections will expand faster and undergo phase transformations more quickly than the rest of the component during heating. Both cases will result in stresses that can distort the component.
On-heating distortion mitigation
Some approaches to minimizing distortion during heating include: slow heating rates, preheating, and intermediate isothermal holds. These process changes are listed in the order that they should be implemented in an effort to minimize distortion. Slow heating rates are the single most significant action that can be taken to reduce on-heating distortion because it reduces thermal gradients within the component and therefore reduces the distortion risk for all aforementioned scenarios. One way this can be achieved during furnace heat-treating is by always charging to a cold furnace. Preheating is typically sub-critical (before phase transformations during heating) and used in conjunction with slow heating rates for materials with significant alloy segregation or cross-sectional variation. Duration of the preheating hold is typically geometry dependent. Intermediate isothermal holds are used for many of the same reasons as a preheating hold, only this occurs slightly supra-critical (above phase transformations during heating) to get the full cross-section to a single phase before continuing heating to the final isothermal holding temperature.
Conclusion
Distortion can be minimized by controlling gradients. Although this can easily be seen as an oversimplification and not applicable in all cases, it provides insight into the majority of distortion mechanisms. Thermal and chemical composition gradients result in phase transformation gradients that induce stresses within a material, which can exceed the local yield strength at that temperature, resulting in a shape change. Distortion-sensitive materials or components may require a combination of slow heating rates, preheating, and intermediate holds to achieve desired results.
References
- G. Krauss, Steels – Processing, Structure, and Performance, 2nd Edition, ASM International, Materials Park, OH, 2015.
- M. Motyka and J. Sieniawski, “The Influence of Initial Plastic Deformation on the Microstructure and Hot Plasticity of α+β Titanium Alloys,” Arch. of Matl. Sci. Eng., vol. 41, no. 2, Feb 2010, pp. 95-103.
- R. Wilson, Metallurgy and Heat Treatment of Tool Steels, McGraw-Hill Book Company UK, 1975.














 general practice for CQI-9 and AMS2750E")





