







Metal gears and precision components of all types are in growing demand for robotics, particularly in industrial sectors such as automotive, aerospace, and machinery. Innovative gear designs make possible industrial and service robots capable of virtually any desired motion. Sequences can be programmed for specific operations, from welding and assembly, to even delicate tasks such as minimally invasive surgeries guided by a physician.
Spending on robotics has increased at a compound average growth rate in excess of 15 percent, and the pace appears to be accelerating. By 2025, about 45 percent of all manufacturing tasks around the world are expected to be automated — up from just 10 percent two years ago.[1] In addition, service robots also are moving into life and projected to grow to $46 billion over the next few years, up from just $7 billion in 2015. [2] Dedicated mobile robots already can roam properties for security threats, clean pools, and mow lawns.
Metal gears and other machine parts for robots need to be designed for dimensional stability and, depending on the task, to withstand friction and heavy loads often with high torque, high speeds, and repeated load- and temperature-cycling. They also may be expected to perform under such adverse conditions for extended periods while providing years of reliable service. These demands make not only the surface hardness of parts important but also their long-term durability.
Case hardening improves the surface hardness of many tool steels including those used in gears. Heat-treatment operations, equipped with advanced furnace-atmosphere control systems, are now at the forefront for quality and productivity for carbon control in carburizing steel parts, both large and small, which is followed by quenching and tempering, or quenching and sub-zero treatment followed by tempering.
Regardless of the size of the part, hardening should not detract from the internal structure. As gears and other parts are designed smaller and lighter or expected to sustain higher operating forces, performance over long periods becomes more challenging. But if metallurgical challenges can be addressed, achieving desired parts performance with less material and fewer rejects can reduce manufacturing costs. Also, if steel alloy gears can be successfully manufactured for improved durability, then that also reduces maintenance and operating costs for manufacturers. Correctly applied, sub-zero treatments can help further these goals, both in terms of surface hardness and superior wearability.
“Correctly applied” means starting with parts made from quality alloys because the hardness, wear resistance, and stability of components ultimately depends not only on the design, but on the underlying composition and molecular structure of the alloy. Sub-zero treatment can alter the phase structure of the metal to help further improve quality and finished-parts performance.
In addition to high-alloy steels, sub-zero treatment also can help strengthen and extend the life of non-ferrous metal parts and components, including age-hardened aluminum alloys. While steel-alloy gears are often designed for reduced weight, aluminum alloys may be preferred in many mobile applications, for example, to further reduce weight, or to meet specific performance or cost requirements.
Sub-zero treatments fall into two broad categories: cold treatment and cryotreatment (below -120º C (-184º F), which follow heat treatment and quenching. Cold treatments typically involve lowering the temperature to between -70º C (-94º F) and -110º C (-166º F) (Treatments should follow the quench within an hour to keep the retained austenite from stabilizing.) In some cases, the temperature can be dropped even lower to further improve the performance of the steel. Ultra-cold temperatures may be especially beneficial for high-alloy steels including carburized tool steels, suited for many types of gears.
Hardening and Strength
Minor metals — including chromium, tungsten, molybdenum, titanium, niobium, tantalum, and zirconium — are used as alloys because they form strong carbides that increase the hardness and strength of the steel. Such alloys are excellent for hot-work tool steel and high-speed steels used to make cutting tools such as taps, drills, reamers, slitting saws, form-turning tools, gear hobbing, and gear-shaping cutters. Carbides can increase the strength of steel, but their size, distribution, and the underlying microstructure of the final steel are critical for performance and extended wear.
During quenching of a steel alloy from its austenitizing temperature, hard martensite begins to form. However, significant levels of soft austenite remain after quenching, which reduces overall hardness, and can affect machinability and cause stress cracks. Tempering continues to convert retained austenite, but successive heat tempering and cooling back is time consuming and up to six tempers may be needed. This may be acceptable for high speed steels that can retain their hardness at tempering temperatures up to 550º C (1,020º F), but each temper can take as much as four or five hours.
Carburizing steels, in particular, will contain unacceptable levels of retained austenite after quenching, but case hardness begins to fall significantly above 180º C, which limits the tempering process.
For many tool steels, conversion of the soft austenite phase to a martensitic structure requires sub-zero treatment after quenching and before tempering. Cryotreatment with nitrogen at temperatures below -120º C (-184º F) creates conditions for the subsequent nucleation of very fine carbides in steel alloys. Material performance of alloys can sometimes be further improved with even colder temperatures, and make possible a full martensitic structure supersaturated with nano-sized carbides. [3]
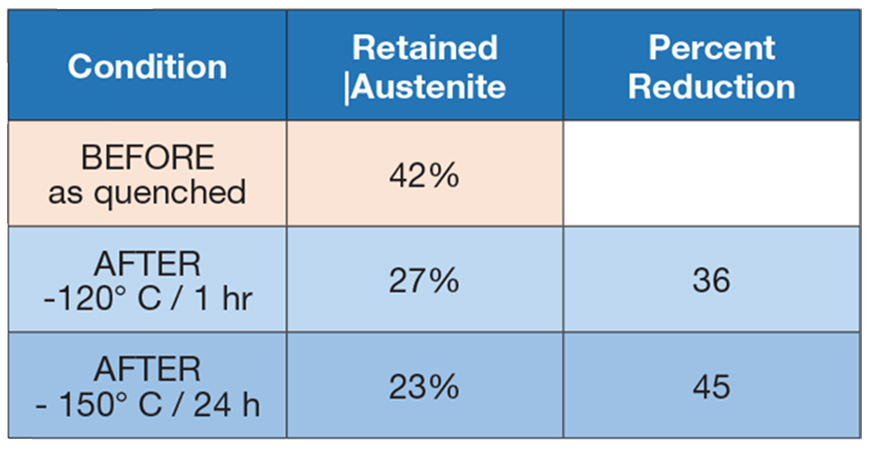
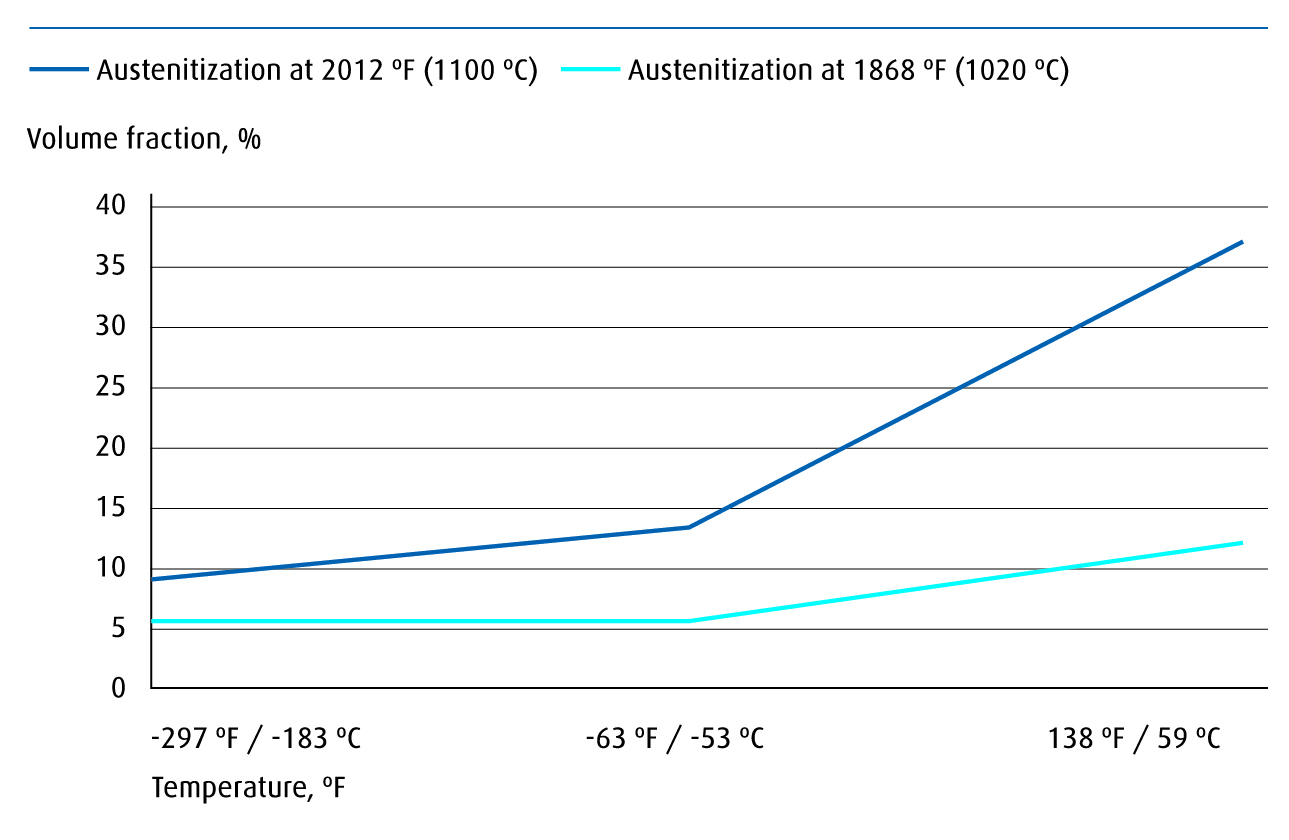
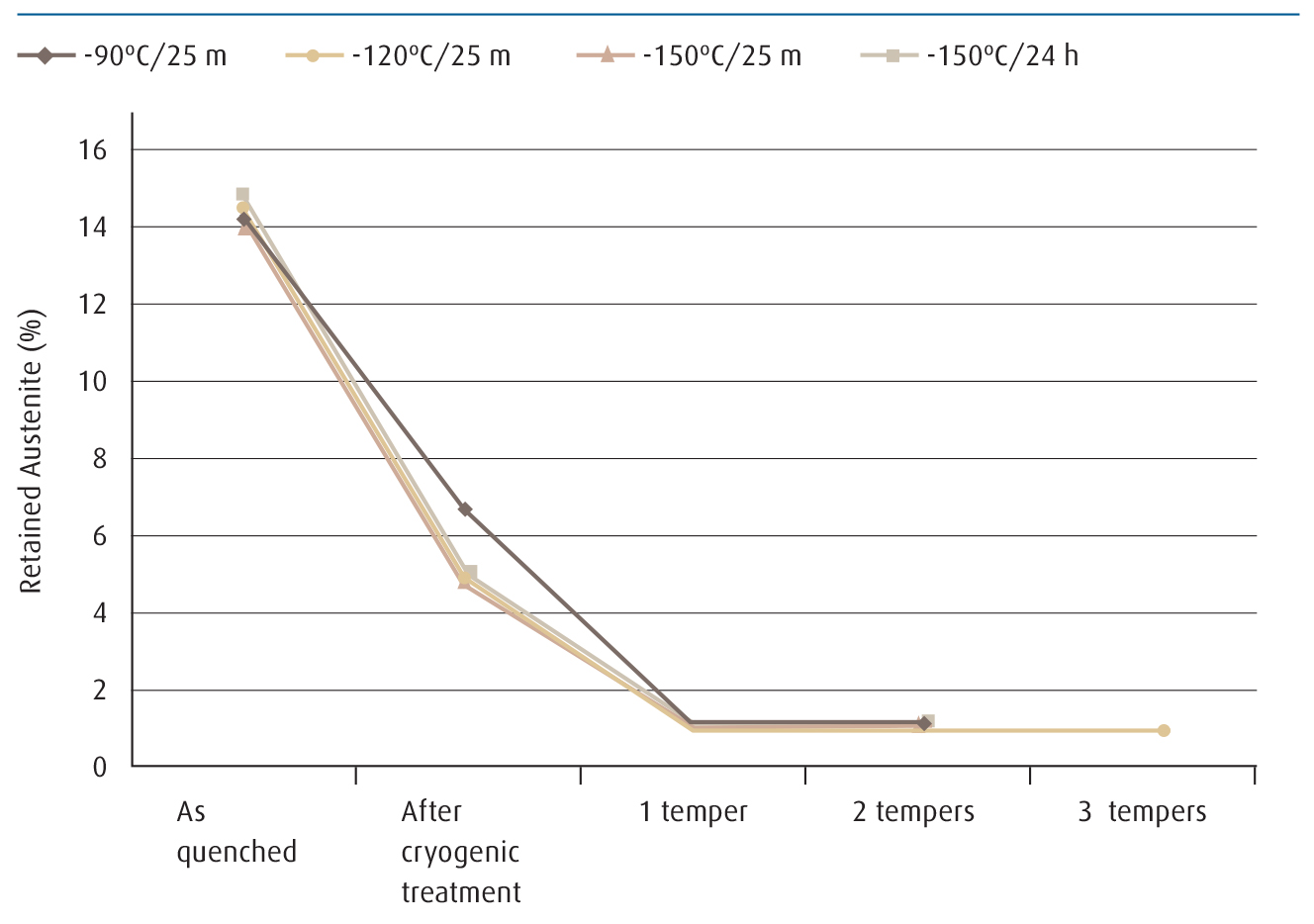
For example, experimental studies on common carburizing steels show that the longer and colder the cryotreatment, the more the retained austenite in the case is converted to martensite. Table A shows the reduction in retained austenite in case-hardened 21NiCrMo2 gears after quenching cold treatments of -120º C (-184º F) for one hour and -150º C (-253º F) for 24 hours, compared with quenching alone. Samples in all tests were followed by tempering at 175º C (347º F) for one hour.
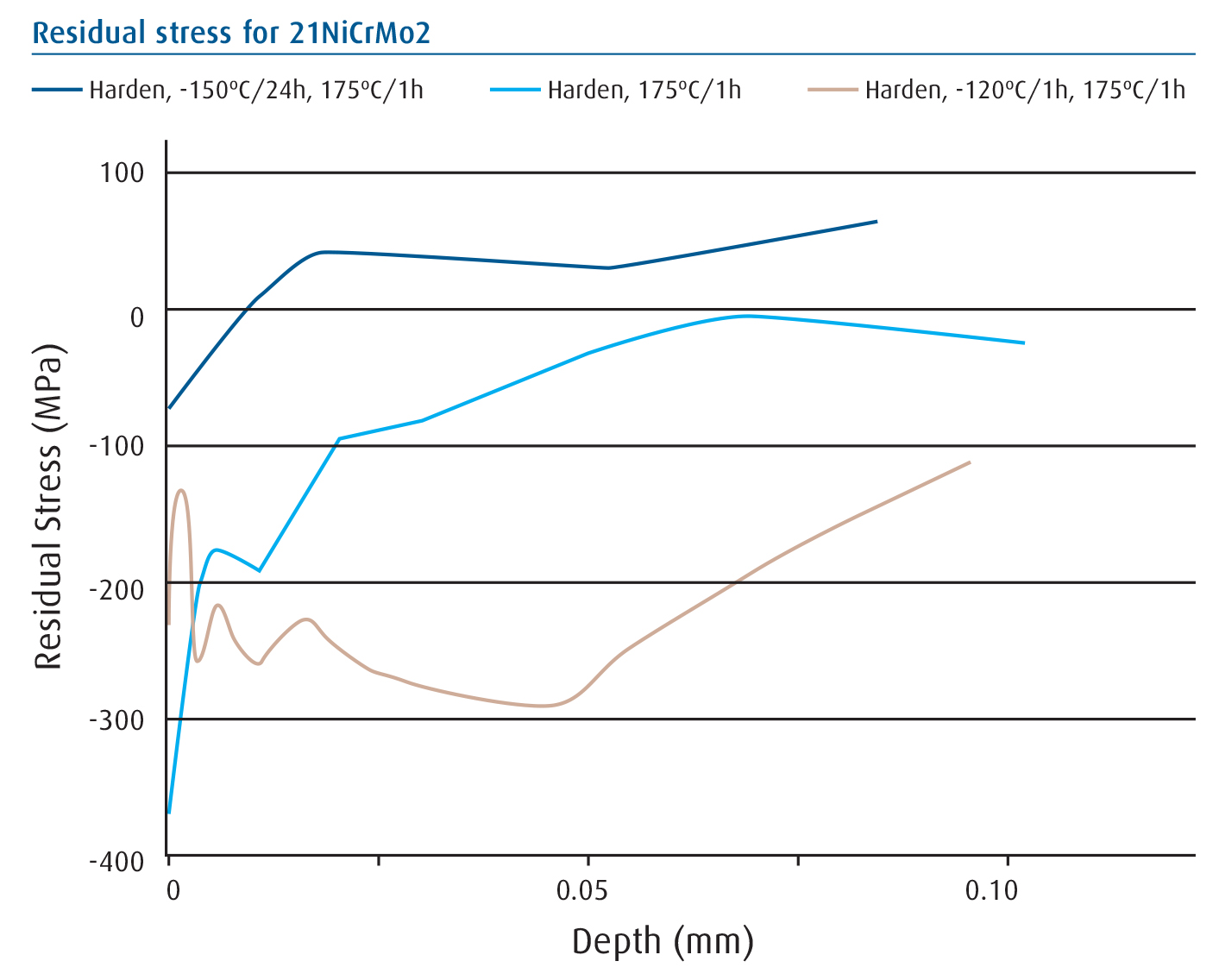
Figure 1 shows the residual stress profile on the gears after the two different cold treatments. The maximum compressive stresses were produced by treatment at -120º C (-184º F). [4]
It should be noted that cryotreatment markedly improved the microstructure at the surface (see Figure 2 below) but had a negligible effect on the core properties. The case microstructure appeared more homogenous and refined after cryotreatment. Different steel alloys will respond differently to cold treatment based on their composition and structure.

With tempering, the face-centered cubic (FCC) structure of austenite changes into the body-centered tetragonal (BCT) crystal of martensite. It is a diffusionless transformation that results in a rapid rearrangement of atomic positions. Martensite crystals are needle-like, and the shear-strain determines the shape of the plates. Tempering allows the supersaturated carbon to form transition carbides, which relieve micro-stress in the martensitic matrix to help prevent cracking.
Wear Resistance
Cold treatments can be highly effective at improving the wear life of steel, especially carburized steel. However, when martensite undergoes cryotreatment, dislocations form nucleation sites where fine carbides precipitate after the steel is tempered. The formation of coherent transition carbides in the hardened steel can result in dramatic improvements in wear life. The colder treatment further reduces retained austenite, promotes the formation of nano-carbides, and can dramatically improve wear resistance. For most gears and machine components, extended life is the goal.
While cold treatment in the -70º C to -120º C (-94º F to -184º F) range can significantly improve material performance, practice has shown an even greater effect may be achieved in many carbon steel alloy parts with cryotreatment below -120º C (-184º F) or deep cryotreatment below -190º C (-310º F).
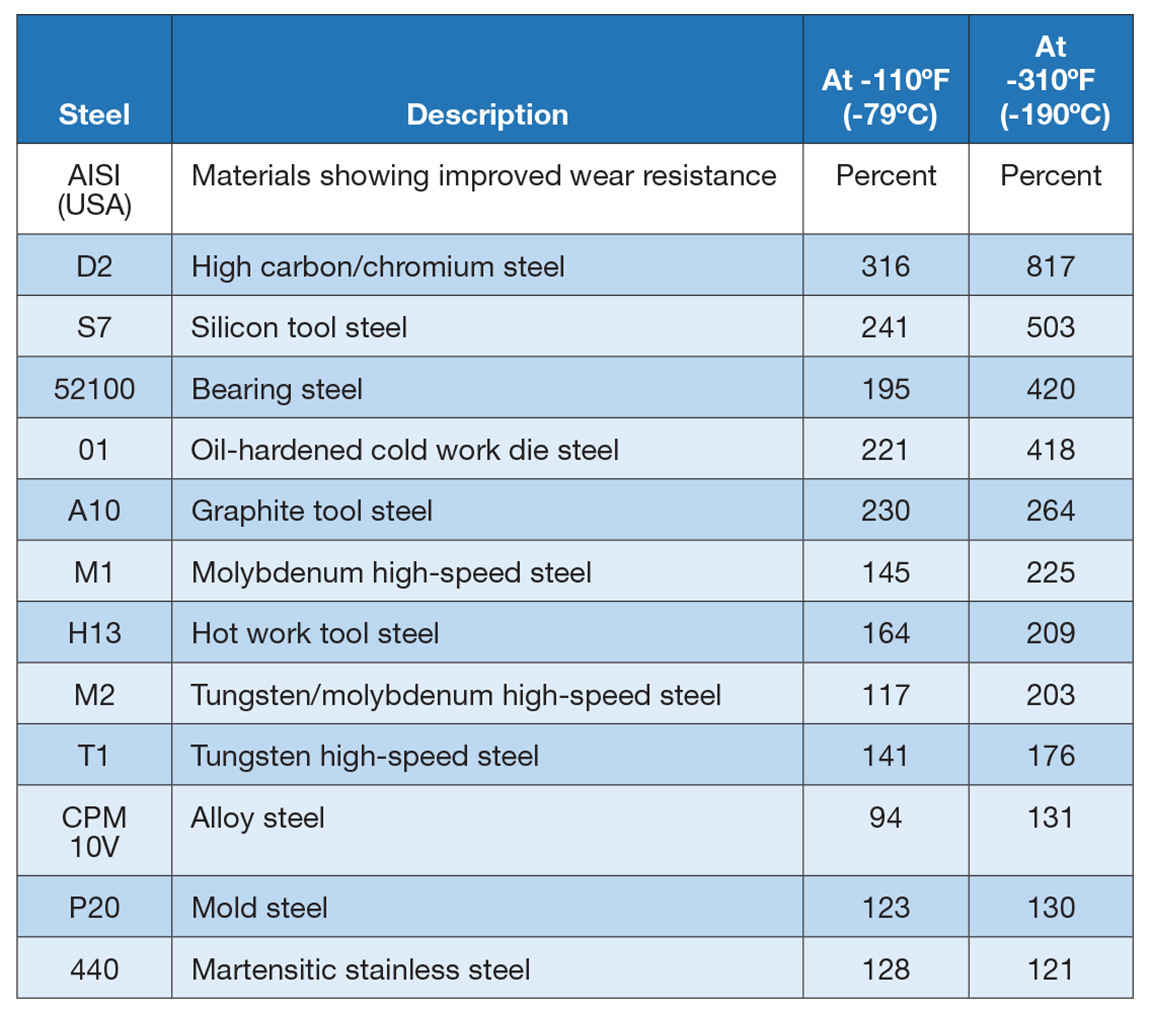
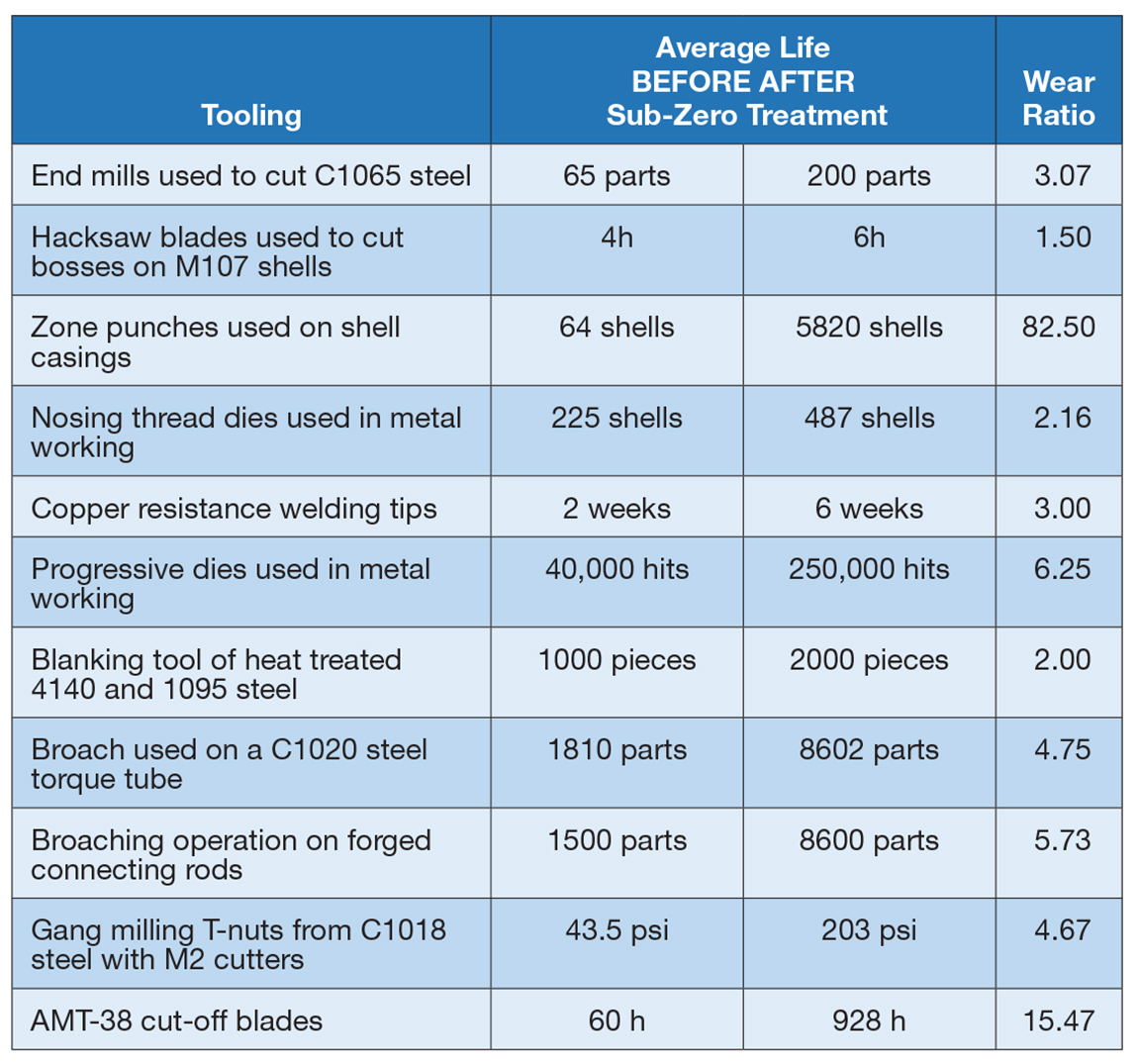
Table C shows tool life improvements using sub-zero treatment for various types of tooling. Progressive dies, for example, achieved an improved wear ratio of 6.25 times, with an average life of 250,000 hits after sub-zero treatment vs. 40,000 hits before this treatment.
Dimensional Stability
Some hardened precision-steel components, such as gears, bearings, and rollers, are subject to high mechanical stresses throughout their service life. Under operating conditions, small dimensional changes in the component can occur over time, and these can be critical to performance of parts with extremely precise tolerances. Cryotreatments can help eliminate a cause of such distortions at the outset to greatly improve dimensional stability. At room temperature, retained austenite is unstable and slowly decomposes over time. Sub-zero treatment can transform virtually any retained austenite present in the microstructure to martensite.
Depending on the alloy, cold-processing conditions and desired design goals, repeated tempering might not be necessary to produce a fully stable structure ready for machining. However, when precision tolerances are required, multiple cycles of cold treatment and tempering may be needed to achieve the highest levels of microstructural stability. [5]
Cold and Cryotreatment
After any sub-zero treatment, the final processing step must always be a temper to transform any newly formed, untempered martensite. While sub-zero treatment changes retained austenite to the BCT martensite structure, heat tempering results in the precipitation of a finer distribution of carbides.
Sub-zero treatment temperatures can be achieved through direct or indirect cooling methods. Liquid nitrogen (LIN) is used in both direct and indirect treatment processes. With indirect cooling, a refrigerant circulates inside the coils of a mechanical freezer but never touches the parts. However, direct cooling is the most efficient means to achieve the lower cryotreatment temperatures for controlled cold processing of steel, and LIN can deliver much colder temperatures. Nitrogen is liquid at -196º C (-321º F). With direct cooling, when the nitrogen is released into the cryotreatment freezer at normal pressure, the circulating cryogenic gas removes BTUs directly from the parts as well as from the surrounding atmosphere.
The holding times for cryotreatment processes will depend on the composition of the alloy including any impurities, the part’s design and mass, as well as treatment objectives. The microstructure is essentially set when the temperature throughout the part is uniform. This means smaller parts can be processed faster, often with holding times of just 1-2 hours. Larger components may require 4-6 hours or more. In conjunction with material parameters, numerous factors have an impact on how sub-zero treatments affect a metal alloy, including time, temperature profile, number of repetitions and tempering practice, and prior heat treatment.
Batch and Continuous Sub-zero Freezers
Cold-treatment freezers are available in a variety of sizes and configurations to meet varying production requirements, including for continuous or batch processing.
For continuous processing of small parts, the cryogenic tunnel freezer in Figure 5 can be installed in front of the tempering unit to accommodate higher production rates for treatments down to -110º C (-166º F). Parts move through the tunnel freezer on a conveyor that avoids extra handling and transport. The cold-treatment process can be controlled by adjusting the conveyor speed and injection of cryogen. Thermocouples can be added to measure inner and outer temperatures of parts to reduce the likelihood of cracking.

To fully benefit from sub-zero treatment, some components may require temperatures at or below -120º C (-184º F) for 24 hours or more. New cryotreatment freezers equipped with LIN can achieve these temperatures and control batch processes to within 1 degree. For batch processing, top-loading sub-zero cabinets and front-loading boxes are options for longer and colder treatments. They may be built to custom sizes to meet specific requirements, and multiple units are often needed to meet production demands. Front-loading freezers may be equipped for rack loading.



The front-loading cryogenic box freezer shown in Figure 6 can deliver cryotreatment of metal parts and components to -150º C (-238º F). For the cryo-treatment, a valve controls the injection of LIN, and a fan and flow-guiding plates ensure an even temperature inside the chamber for optimum performance and efficiency. Parts can be loaded into the top-loading sub-zero freezer shown in Figure 7 either manually or by hoist or overhead crane for large parts or heavier batches. This freezer is also designed to deliver cold treatments to -150º C (-238º F). The front-loading box freezer shown in Figure 8 is designed for batch thermal processing in the -120º C to 60º C range (-184º F to 140º F). Low-level heating at the end eliminates any condensation on treated parts.
Leading industrial gas suppliers offer expertise and laboratory services in customizing solutions for a range of thermal treatments. As robotics continue to push performance demands of metal alloys and precision parts, engineering and control systems can make the difference in maximizing the value of cryotreatment processes.
References
- Berr, Jonathan, “Demand for Robots, Artificial Intelligence Rising,” CBSNews.com, Marketwatch, November 6, 2015.
- “Demand for Service Robots Seen as Breakthrough.” Reuters, November 16, 2016.
- Stratton, P.F. “Optimising Nano-Carbide Precipitation in Tool Steels,” Materials Science and Engineering: A, Volumes 449-451, 2007.
- Surberg, C.H., Stratton, P., and Lingenhole, E. “Effect of Deep Cold Treatment on Two Case-hardening Steels,” Acta Metall., Vol 21 No. 1 pp 1-7, February 2008.
- Moroz, G., Stempo M.J. “Sub-Zero Treatment of Steel Alloys Helps Satisfy Demand for Performance,” Process Cooling, March 2015.
- Stratton, P. “Cryogenic Processing — Your Flexible Friend,” CMP III, p 451. tms.org, November 2007. (7) Patil, P.I., Tated, R.G, “Comparison of Effects of Cryogenic Treatment on Different Types of Steels: A Review,” IJCA, 2012.


















 general practice for CQI-9 and AMS2750E")





