








Despite decades of relentless innovation, the constraints of high-pressure gas quenching have become increasingly evident. Even with the utilization of specialized inert gas blends and heightened gas pressures, the gas cooling efficacy compared to liquid quenchant cooling particularly for heavier cross sections has its limitations. It is also undeniable that certain aerospace alloy steels governed by stringent liquid quench AMS specifications will never change.
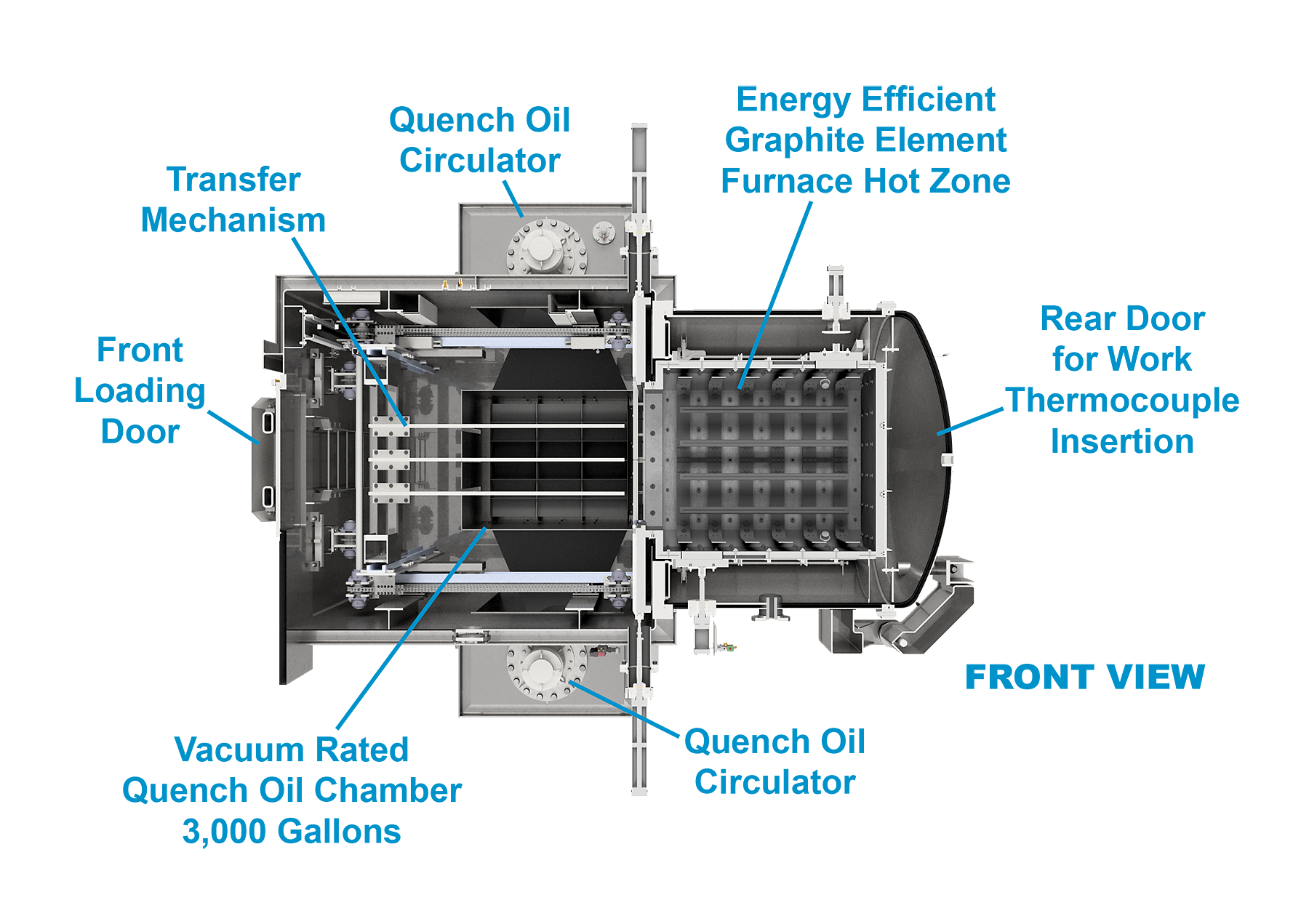
Instead of consistently “no quoting” AMS governed oil quench alloys over the years, Solar Atmospheres of Western PA, Solar Manufacturing — along with Solar Atmospheres engineers — embarked on a journey of ingenuity during the tumultuous period of the pandemic. Their dedication culminated in the birth of the NEO™ vacuum oil quench furnace. With a unique 36” x 36” x 48” hot zone that operates up to 2,000°F maximum while accommodating a weight capacity of 2,000 pounds, the NEO represents a paradigm shift in vacuum oil quenching technology.

Challenges
The creation of the NEO was not without its formidable obstacles. Foremost among these challenges was the development of a robust transfer mechanism capable of seamlessly relocating heavy workloads from the hot zone to the oil quench chamber under high-vacuum conditions. Solar Manufacturing engineers surpassed this hurdle with the implementation of a groundbreaking “lift and place” mechanism, which has since demonstrated flawless performance for nearly two years. (See Figure 1)
Additionally, concerns regarding oil back-streaming in the new multi-chambered vacuum system were meticulously addressed. With Solar’s strong acumen in vacuum technology, a solution was discovered. The hot zone remains pristine and oil-free to this day.
Metallurgical benefits
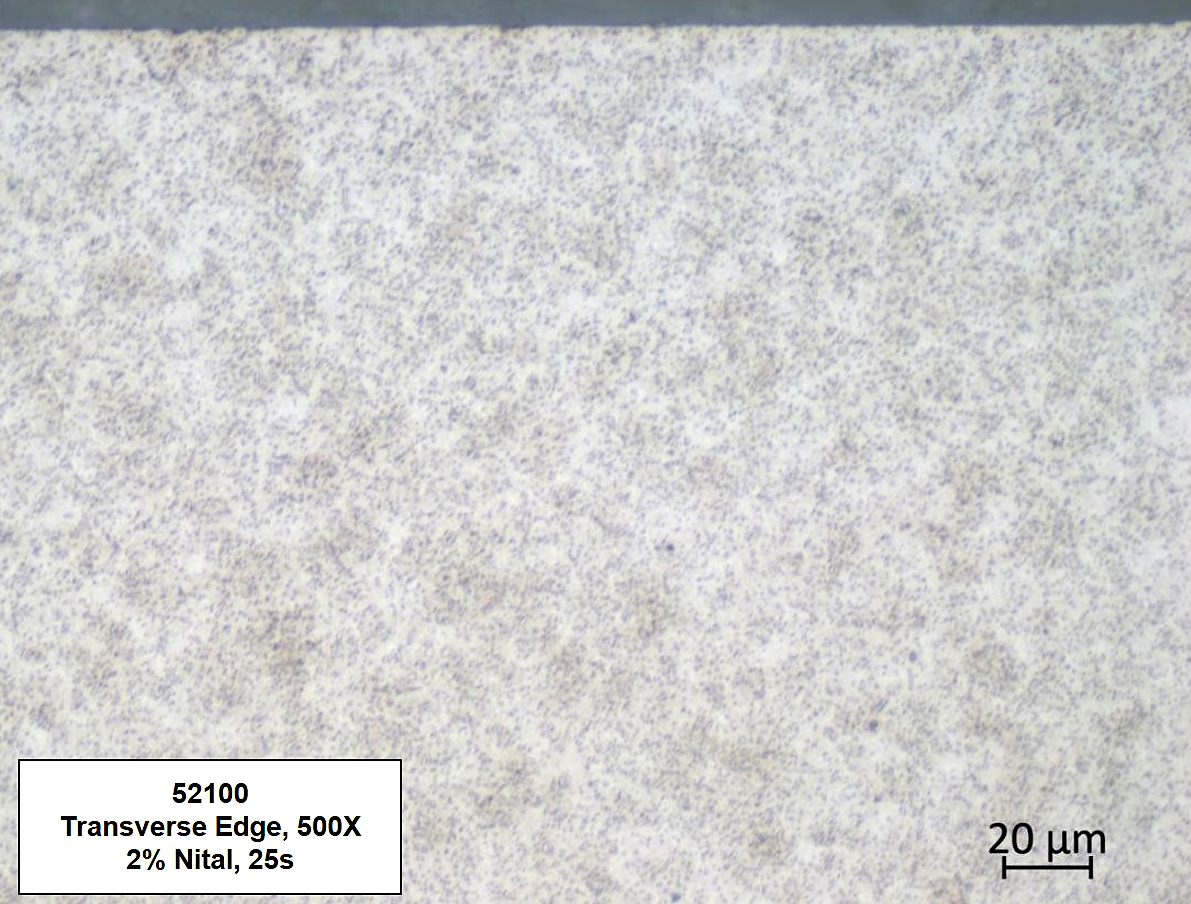
The NEO heralds a new era of metallurgical excellence. By effectively getting rid of any surface contamination, both intergranular oxidation (IGO) and decarburized or carburized surfaces on oil quenched components are eliminated. These critical metallurgical features are unattainable in traditional gas-fired endothermic batch furnace equipment. (See Figure 2)
Furthermore, the NEO provides the metallurgical engineer the ability to finally thermocouple oil quenched parts in accordance with AMS 2750 Rev G standards. Being able to monitor part temperature with up to 12 data points ensures thorough and precise thermocouple monitoring, bolstering control and repeatability.
At the completion of the automated austenitizing cycle, the newly designed transfer mechanism delivers precisely heated parts from the hot zone to the 3,000-gallon oil quench chamber consistently within 20 seconds — all without the expulsion of flames and the discharge of smoke.
Since the NEO is a hermetically sealed furnace, the engineers wanted to give the furnace operator “eyes” into the furnace. An internal camera was designed for the operator to watch the load transfer in real time from the control panel.
To eliminate the potential of part cracking, quench oil temperatures are maintained between 140°F to 180°F at ±5°F, which enhances consistent and repeatable metallurgical results. In addition, the quench oil recirculates within a closed loop oil to air cooling system, never allowing water contamination to infiltrate the oil.
Finally, the NEO consistently produces bright, clean work (See Figure 3). This ultimately leads to less costly downstream processing for the customer.

Production benefits
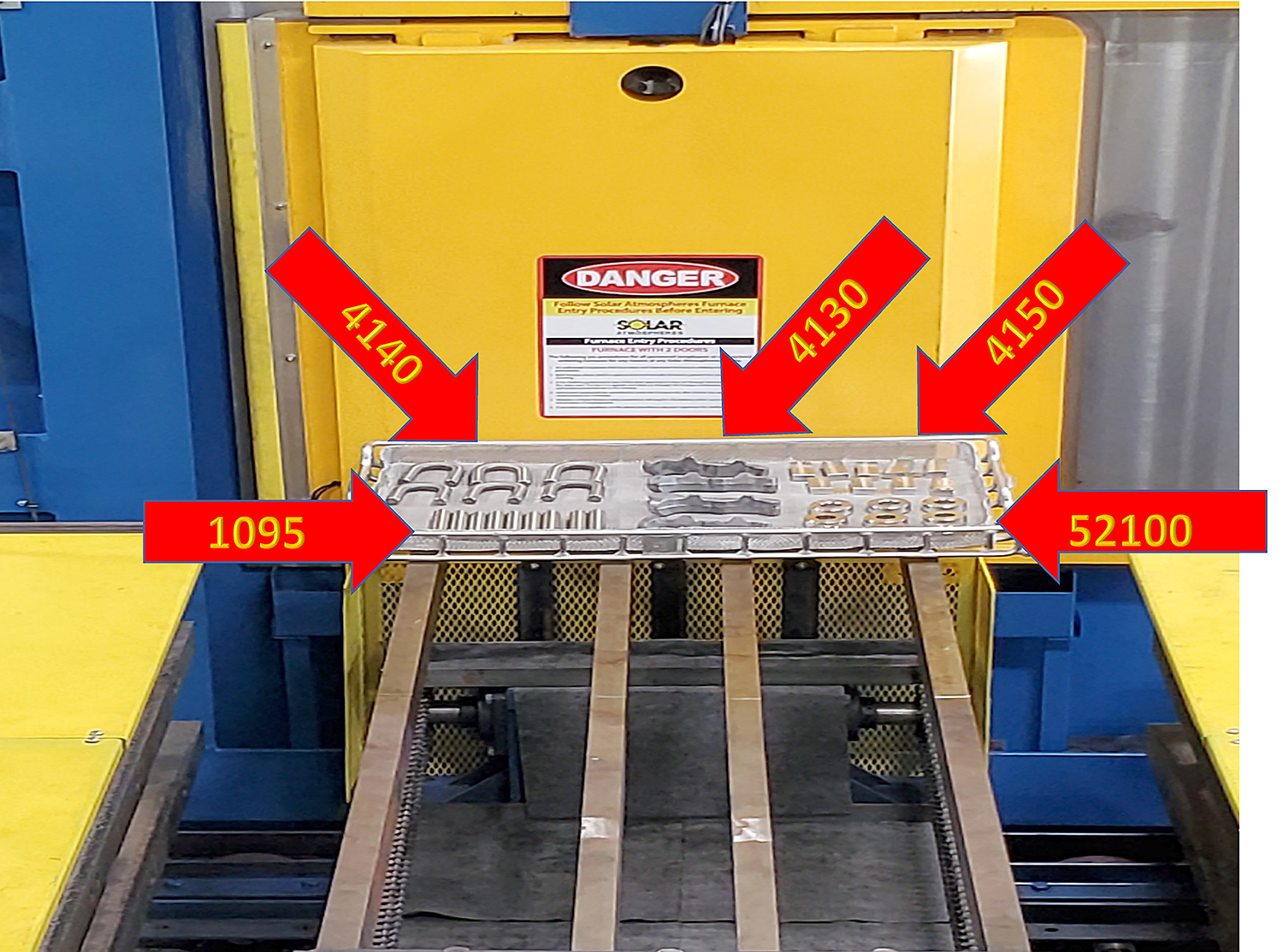
Processing within an atmosphere totally devoid of oxygen, the NEO finally eliminates the need to match atmospheric carbon potentials to the carbon content of the alloys being processed. This not only eliminates costly oxygen probe purchases, but it also gives the operator the ability to mix and match various materials of various customers. Production efficiencies have been realized when multiple materials with varying carbon contents, which are similar in cross section and austenitizing temperature, are processed in one load. (See Figure 4)
This newfound flexibility is augmented by practices such as cold loading and unloading, which not only prevents detrimental oxidation but also extend the lifespan of the hot zone, thus minimizing downtime.
While building the NEO, Solar’s R&D department performed their own laboratory experiments on the vaporization of various quench oils at different pressures and temperatures. It was decided to purchase 3,000 gallons of traditional Houghton G quench oil vs. the costly “vacuum-only” quench oils on the market today.
Health and safety benefits
At Solar, the safety and well-being of the workforce are paramount. By operating within a hermetically sealed furnace environment, the NEO effectively eliminates the risks associated with open-flame exposure, explosivity, and skin burns.
Moreover, at the completion of every cycle, the NEO opens at both ends to the atmosphere. Full air exchange mitigates the potential hazards of confined spaces.
Most recently at the Hermitage PA facility, a power outage was experienced at the exact moment a 1,500-pound load at 1,550°F was being transferred to the oil quench. The hydraulically controlled transfer mechanism stopped on a dime; the internal door from the hot zone to the oil quench vestibule remained open, and the hot-load vacuum cooled harmlessly under vacuum. The environs to the furnace remained unchanged — no smoke, no flames. With pneumatically controlled traditional Batch IQ furnaces, the loss of air pressure during such an event often causes doors and elevators to drop unexpectedly with loads in precarious positions. The chance of an accident increases exponentially with unexpected power loss — not the case with the NEO. Once power was restored, the load was successfully reprocessed with a decarburized-free surface.
Unfortunately, the heat-treating industry has not been immune to disasters in the past. There have been multiple “total losses,” mostly due to oil quench fires and explosions (See Figure 5). Recently, it is well known that if an insurance adjuster sights a flame or smoke within a plant, they are reluctant or may even refuse to write the policy. With the NEO, this concern could be eliminated.

Sustainability benefits
In alignment with the global imperative to combat climate change, the NEO assumes a pivotal role in reducing the heat-treatment industry’s carbon footprint. According to a 2019 article by Kanthal, an estimate of 80 percent of fuel used for heat treatment could ultimately be replaced by electricity, thus drastically reducing CO2 emissions.
“When you burn something that contains carbon, you get carbon dioxide that you either must take care of or release into the atmosphere. With electric heating, you do not have any exhaust.” [1]
The second column of the chart in Table 1 addresses the multiple environmental concerns associated with traditional batch IQ gas-fired oil quenching furnaces. The third column outlines the advantages of the NEO, which embraces electric heating as a sustainable alternative to fossil fuels. As sustainability pressures continue to mount, governments, customers and primes alike will continue to flow down requirements on how heat treaters plan to reduce their carbon footprints.

Conclusion
As the demands for metallurgical precision, safety, and environmental sustainability continue to mount, the NEO emerges as the undisputed vanguard of vacuum oil quenching technology. While gas-fired batch IQ furnaces remain entrenched, the NEO heralds a new dawn characterized by unparalleled efficiency, precision, and sustainability. Solar’s commitment to innovation ensures the NEO will continue to lead the industry toward a future defined by cleanliness, safety, and environmental stewardship.
References
- Kanthal (2019, 04) Heat Treatment CO2 Emissions cut by 50 percent by using electricity. https://www.kanthal.com/en/knowledge-hub/inspiring-stories/heat-treatment-co2-emissions-cut-by-50-percent-by-using-electricity.
- Aichelin Group (2024 01) CO2 Footprints and the Heat Treat Industry/The Monty.


















 general practice for CQI-9 and AMS2750E")




")
