







")
Whether formed during a conventional quench and tempering process, carburizing, or induction hardening, non-martensitic transformation products (NMTP) are widely considered undesirable microstructural features. However, both the cause of NMTP formation and the extent to which NMTP impairs component performance are points for deliberation.
Identification
By definition, NMTP comprises all microstructural features other than martensite that transform from austenite upon cooling when a fully martensitic microstructure is intended. The fact that NMTP forms during transformation from austenite upon cooling is an important distinction, particularly in highly dynamic processes such as induction hardening. If an induction-hardened process is not optimized, it can result in both retained and transformed non-martensitic constituents, with only the latter truly being considered NMTP. Retained constituents such as ferrite result from insufficient temperature and/or time at temperature to fully transform the microstructure to austenite before cooling. Identifying retained versus transformed constituents is critical in effectively improving the specific heat-treating process.
Figure 1 shows an optical micrograph of a 1045 steel in a region of an induction-hardened case that was intended to be fully martensitic. The dark etching features are readily identifiable as non-martensitic constituents; however, not all are easily identified as NMTP. Understanding the processing used to generate the microstructure and/or higher magnification imaging is usually required to distinguish between retained and transformed non-martensitic constituents.
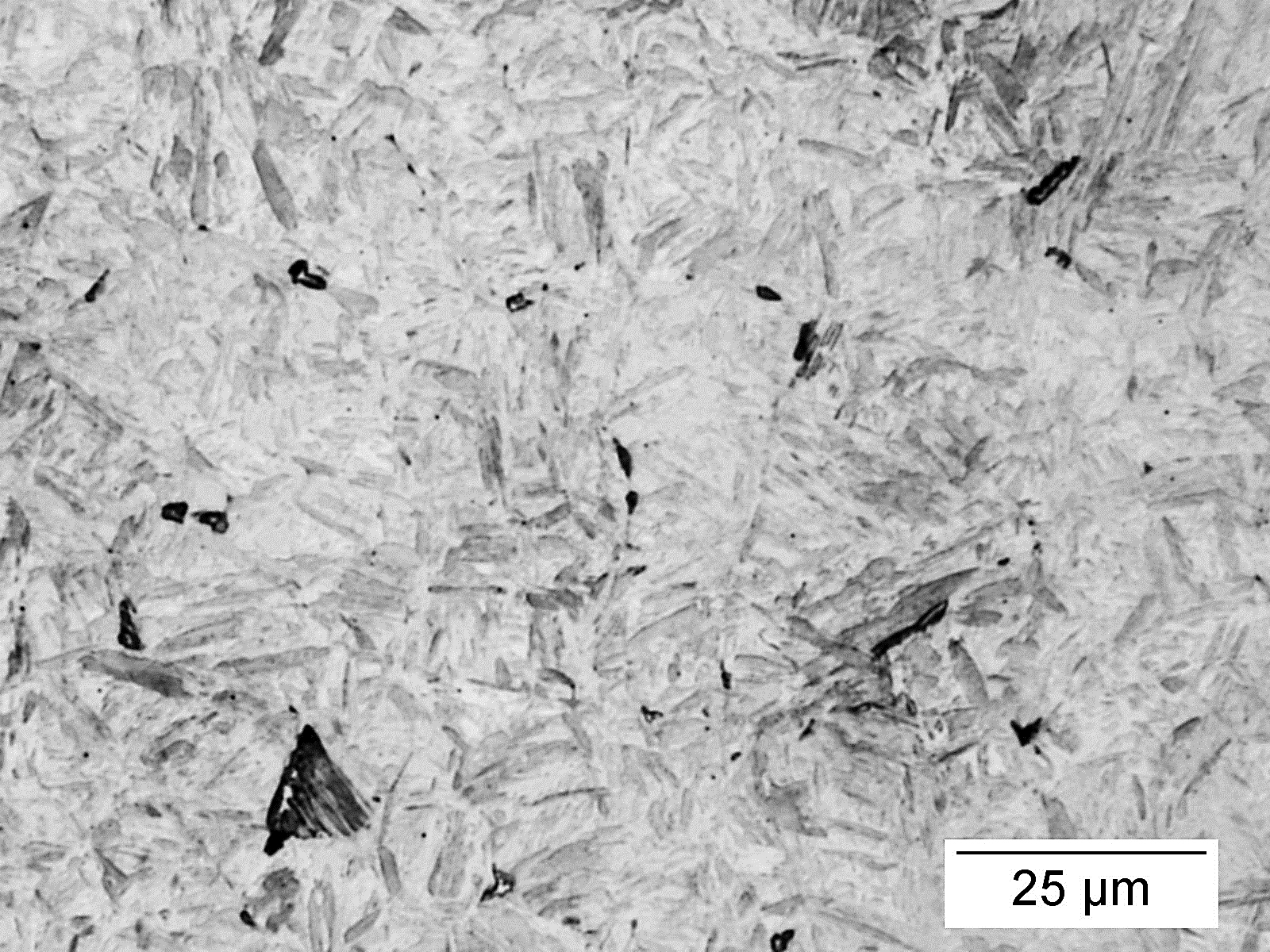
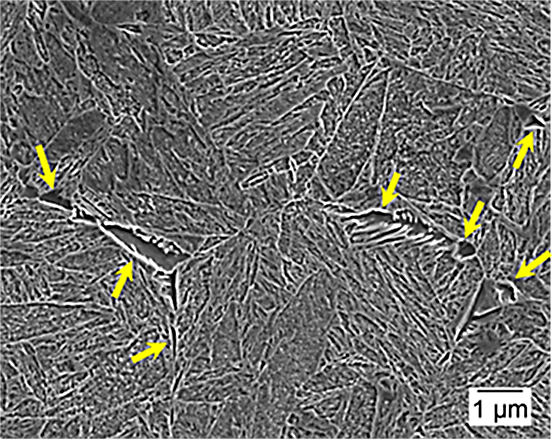
Figure 2 shows a higher magnification secondary electron image of a region adjacent to the micrograph shown in Figure 1. Arrows indicate the microstructural features in question. Based on the sharp ferrite morphology and carbide precipitation behavior, the constituents appear to have formed upon cooling, confirming their designation as NMTP.
Potential Causes
In most cases, NMTP formation is caused by an unexpected change in process. A “change in process” can be narrowed to anything that alters the austenitizing cycle (e.g., temperature and/or time at temperature) or the cooling characteristics (e.g., cooling rate and quench severity) of the component. Potential causes include, but are not limited to, the following:
Change in Performance of Fixed Assets and Tooling
In both furnace and induction heat treating, preventive maintenance is critical. Ensuring the equipment and tooling are performing as intended is key to a stable and capable process.
Change in Part Stacking or Spacing of Batch-Processed Parts
Operator-controlled factors such as part stacking consistency and spacing during batch heat treatment can result in significant process variations, especially with regard to cooling characteristics. In addition, each part geometry usually requires a slightly different configuration to achieve the desired results. Having well-established procedures, clearly documented work instructions, and adequate operator training minimizes inconsistencies.
Change in Heat-Treating Atmosphere
During austenitizing, it is critically important to have precise control of surface oxidation. Changes in alloy chemistry localized at the surface, such as decarburization and alloy depletion, can result from oxygen exposure during heat treatment. One well-known example of this phenomenon is intergranular oxidation (IGO), which can occur during gas carburizing. IGO has been observed to reduce the hardenability of the matrix adjacent to the oxides by depleting the region of alloying elements such as manganese (Mn), resulting in NMTP [2].
Change in Quenchant Characteristics
The reduction of cooling rate and quench severity can be specific causes of NMTP formation. Following quenchant supplier-recommended maintenance procedures helps ensure acceptable results.
Although many of the scenarios that can result in NMTP are listed here, a conceptual understanding of the factors controlling NMTP formation is often more useful when actively troubleshooting a process. Figure 3 shows continuous cooling transformation (CCT) diagrams for three plain carbon steels: 1008, 1045, and 1080. For the sake of simplicity, only the 1 percent transformed locus for each phase or constituent is shown. This figure clearly shows the relationship between carbon composition and transformation behavior for a given cooling rate. As carbon content increases, transformation temperatures decrease, as does the cooling rate required to achieve a specific microstructure.
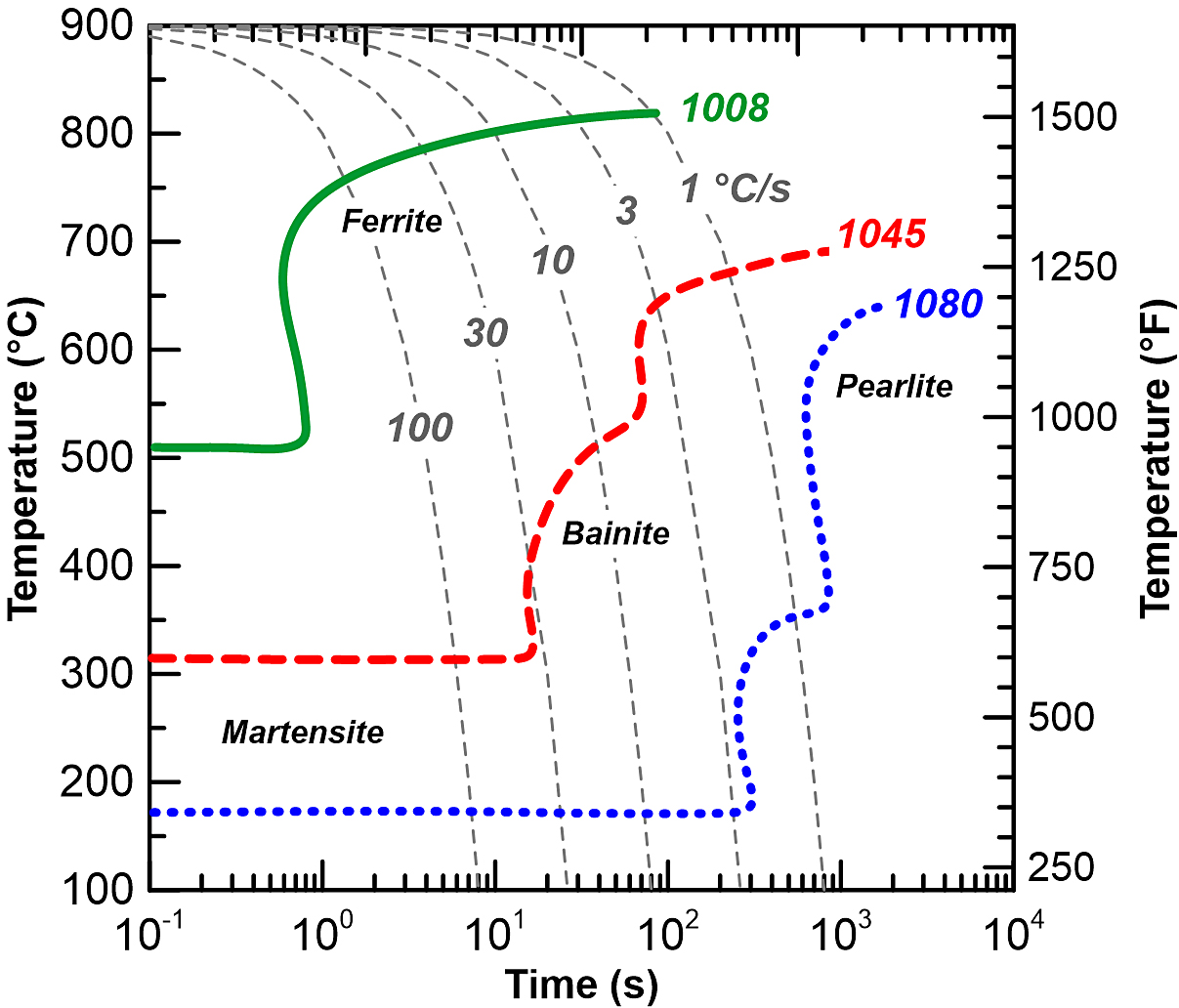
For example, one hypothesized scenario in which this figure is useful is under-heated 1045 steel (“under-heated” meaning insufficient temperature or too little time at temperature during austenitization). In this case, it is unlikely that all the carbon will go into solid solution, resulting in regions that may exhibit transformation behavior analogous to steels of lower carbon composition and shift the CCT to slightly higher temperatures and shorter times (more toward a 1008 steel). Consequently, a higher cooling rate is required to achieve a fully martensitic microstructure.
Figure 3 also shows the importance of cooling rate control. For both the 1045 and 1080 steels, the bainite “nose” has a nearly vertical region where the cooling rates are close to the critical cooling rate (i.e., the minimum cooling rate required to create a fully martensitic microstructure). This behavior indicates that these steels can exhibit significant amounts of NMTP with only minimal reduction in cooling rate.
Influence on Performance
Qualitatively, there is no doubt that NMTP decreases performance in components that are intended to be fully martensitic [2]. However, there is little literature quantifying the deterioration of properties such as strength, ductility, and fatigue performance as a result of NMTP. Nevertheless, the concept of fatigue performance reduction due to the presence of NMTP is relatively straightforward. In general, the fatigue limit of steels scales with tensile strength [4]. Therefore, a component containing microstructural features with lower strengths than martensite, such as NMTP, would likely accumulate fatigue damage at an accelerated rate and would ultimately nucleate a fatigue crack at lower cycles than a fully martensitic component.
Conclusion
NMTP can be an indication of a variety of issues. Identifying the root cause often requires a systematic evaluation of the process, but having a good understanding of the fundamentals of NMTP formation can help narrow the focus more quickly.
References
- L.M. Rothleutner, “Assessment of the microstructure and torsional fatigue performance of an induction hardened vanadium microalloyed medium-carbon steel.” Ph.D. diss., Colorado School of Mines. Arthur Lakes Library, 2016.
- G. Krauss, Steels — Processing, Structure, and Performance, 2nd Edition, ASM International, Materials Park, OH, 2015.
- Edison Welding Institute, “TTT and CCT Prediction,” accessed March 10, 2017. http://calculations.ewi.org/vjp/secure/TTTCCTPlots.asp.
- G. Dieter, Mechanical Metallurgy, Vol. 3. New York: McGraw-Hill, 1986.
This article is from the May/June 2017 issue of Thermal Processing.







 general practice for CQI-9 and AMS2750E")





