







Inductoheat was recently asked to conduct three technical video seminars on modern induction thermal technologies for automotive industry:
• The first seminar was April 28, 2021. Title: “Troubleshooting Failures and Prevention in Induction Hardening: General Useful Remedies, Impact of Geometrical Irregularities and Improper Designs.” Format: 90 minutes of oral presentation followed by 15-20 minutes of Q&R session.
• The second seminar was May 11, 2021. Title: “Induction Thermal Technologies: Basics and Beyond.” Format: 70 minutes of oral presentation followed by 30 minutes of Q&R session.
• The third seminar was May 20, 2021. Title: “Novel Developments and Prospects of Using Induction Heat Treating for Electrical Vehicles (EV).” Format: 90 minutes of oral presentation followed by 15-20 minutes of Q&R session.
Attendees of those seminars included heat-treat practitioners, engineers, metallurgists, managers, failure analysts, and scientists within the induction-heating and heat-treating technologies in application to automotive industry.
Introduction
The technology of heat treating by means of electromagnetic induction is advancing at an accelerated rate, addressing new challenges associated with rapidly changing business environment (Figure 1). Factors traditionally used by heat treaters to evaluate induction equipment include technical capability, performance consistency, delivery time, machine longevity, and price. With recent industrial trends, the decision to purchase heat-treat equipment also requires consideration of additional factors, including superior equipment flexibility, traceability of components, sustainability, and digital connectivity, while still satisfying continuously increasing demands for higher-quality products, energy efficiency, and environmental friendliness. Several newly developed innovative induction-heat-treat processes and systems, as well as novel theoretical discoveries, have been unveiled in these educational seminars with practical implementations. Subjects related to quality assurance, process monitoring, and system robustness, as well as overall cost reduction and aspects of realizing Industry 4.0 operating strategy, also have been addressed.

Hardening of steels, cast irons, and PM materials represents one of the most popular applications of induction heat treatment. One of the main goals of surface hardening is to form a martensitic layer on specific areas of the workpiece to increase the hardness, strength and wear resistance while allowing the remainder of the part to be unaffected by the process. Formation of desirable compressive residual stresses is another important aspect of surface hardening.
Common Mispostulation
Recognizing the importance of all electromagnetic phenomena, the skin effect represents a fundamental property of induction heating (IH). Unfortunately, in many publications devoted to IH, distributions of electrical current and power density (heat source) along the workpiece thickness/radius are simplified and introduced as being exponentially decreasing from the surface into the workpiece. However, this common postulation is correct only for a homogeneous nonmagnetic solid body with constant electrical resistivity. Therefore, realistically speaking, this assumption can be made for only some unique cases because, for the great majority of IH applications including surface hardening, there are always appreciable thermal gradients within the heated workpiece. These thermal gradients result in non-constant distribution of both electrical resistivity and relative magnetic permeability. Therefore, the main postulation of exponential heat-source distribution does not “fit” its principle assumption due to the presence of the non-linearities of physical properties of the heated workpiece.
In reality, at different stages of IH, the heat source distribution along the radius/thickness of the workpiece may have a unique wave shape, which differs significantly from the commonly assumed exponential distribution. As an illustration, Figure 2 shows a radial distribution of power density while surface hardening 24-mm diameter carbon steel shaft at different stages during surface austenitization.
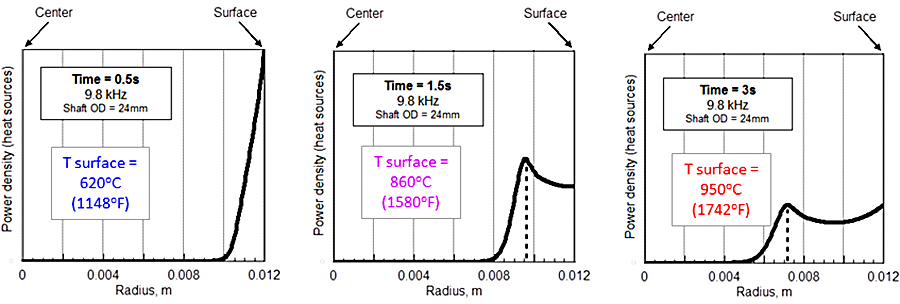
A nonexponential (wave-shape) heat-source distribution has a noticeable impact on the selection of process parameters, heating protocol, final temperature distribution, and hardness pattern. This happens because, if the frequency has been chosen correctly for surface hardening, the thickness of the austenitized layer (the nonmagnetic layer) is less than current penetration depth in austenitized steel, and the wave-shape heat source distribution takes place during the majority of the heating cycle for induction surface hardening.
Metallurgical Specifics of Induction Hardening
It should be recognized that, metallurgically speaking, there are a number of factors differentiating induction hardening from alternative heat-treatment processes. Two of the most obvious factors are:
Since induction hardening does not change the chemical composition of steel, the steel grade must have sufficient carbon and alloy content in order to be capable to achieve a certain surface hardness, case depth, and core hardness.
Rapid heating exhibits certain metallurgical implications compared to alternative thermo-chemical heat-treat processes, drastically affecting the kinetics of austenite formation.
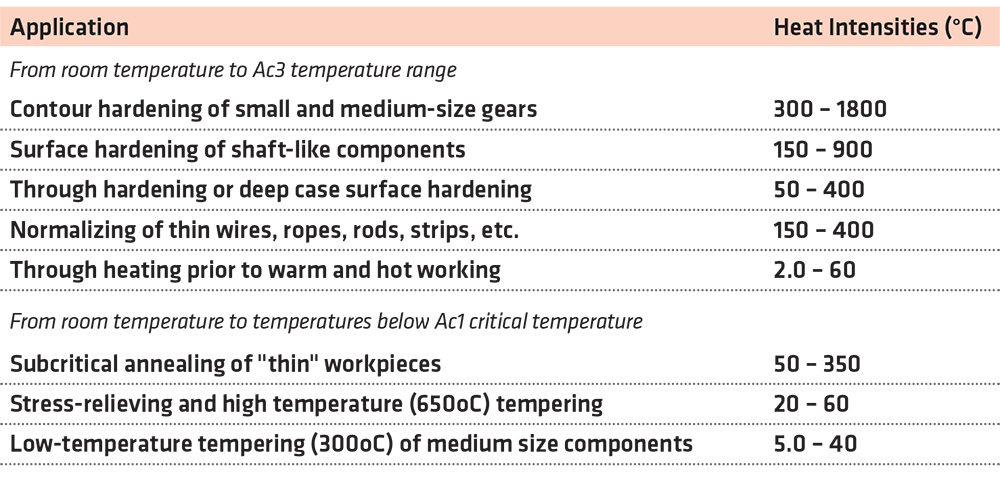
One of the most attractive features of induction heating is its high production rate and an ability to provide a rapid heat generation in required regions of the workpiece. The intensity of heating in induction hardening applications frequently exceeds 200°C/s (Table 1) and, in some cases, reaches 1,800°C/s and even higher (e.g., dual-frequency gear hardening).
Rapid heating considerably affects the kinetics of austenite formation, shifting it toward higher temperatures according to the continuous heating transformation (CHT) diagrams. Unfortunately, some heat-treat practitioners are unaware of those important diagrams. The seminars unveiled an importance of considering heat intensity and specifics of prior microstructures of steels (e.g., annealed vs. normalized vs. quench and tempered) while choosing appropriate temperatures for induction-hardening applications.
Super Hardening Phenomenon
When surface-hardening steels, a combination of using “friendly” prior microstructures, rapid heating rates, and intense quenching could result in the so-called super-hardening phenomenon. This phenomenon refers to obtaining greater hardness levels in the case of surface hardening compared to through hardening or hardness levels that would normally be expected. Because of this phenomenon, for identical steel composition, the surface hardness of an induction surface hardened part could be 2 to 4 HRC (1 to 3 HRC being more typical) higher than normally expected for a given carbon content for through-hardened steel.
The super-hardness phenomenon is not clearly understood, and its origin has not been established or widely accepted worldwide by metallurgists. However, it has been obtained experimentally on numerous occasions, and several interpretations have been offered. Conditions imperative for exhibiting the super-hardness phenomenon and explanation of its causes and benefits have been reviewed during these video seminars.
Subtleties of Mixed As-Hardened Structures
It is widely accepted that the hardness level of as-quenched steel increases as quenching severity rises. As the intensity of the cooling rate increases from air cooling through oil quenching to water quenching, it is expected that hardness will follow the cooling severity. Therefore, a fully martensitic structure exhibits the higher hardness and strength than alternative phases, but lower toughness and ductility. Though it is generally a correct assumption, the works of several researchers have indicated that, under certain conditions, the strength (UTS) of the tempered mixture of martensite and lower bainite can exceed the strength of the martensite alone (Figure 3) and yet, can be tougher than the corresponding homogeneous phases [3]. Studies have also revealed that the mixed microstructures of lower bainite and martensite also may exhibit greater wear resistance than martensite.

The rule of mixtures, where the strength is expressed as a weighted average of component phases, does not explain this phenomenon. Several scientists (including Edwards, Mutiu, Zhou, Bhadeshia, and others) offered explanations of the causes of this phenomenon. Those explanations have been reviewed in presented materials.
Induction Tempering vs. Oven Tempering
Special attention has been paid to a comparison of rapid tempering vs. oven tempering applying following criteria:
- Time-temperature correlations.
- Required shop floor space.
- Heating uniformity.
- Metallurgical and performance characteristics.
- Energy efficiency and controllability.
- Ergonomics and environmental friendliness.
- In-line and single-piece processing capability, quality assurance, and monitoring.
- Cost factor, maintenance, and labor savings, etc.
Frequently, customers ask equipment manufacturers to quote the same system to induction harden and temper parts. It is possible to harden and temper parts using the same coil and the same power supply. In some cases, it is the best concept and has an obviously low capital cost advantage and less tooling to store; however, in other cases, it might not best suit the customer’s requirements. Due to several reasons, in the great majority of applications, the inductor designed for hardening is not used for tempering. Some of those reasons include:
• In induction hardening, to obtain the required hardness pattern for a workpiece of complex shape, it is necessary to redistribute the electromagnetic field so as to introduce more energy in specific areas. However, an optimal field distribution for hardening might not be desirable for tempering. It is frequently recommended that the temper inductor should not heat only the selected hardened area but a much larger region or, in some cases, even the entire workpiece. Thus, substantially different coil design and frequencies might be required for tempering compared to hardening.
• Depending on the type of power supply, load-matching restrictions might occur when trying to run an inverter at low power levels (e.g., 2 to 5 percent) suitable for tempering using an inverter designed for a hardening application.
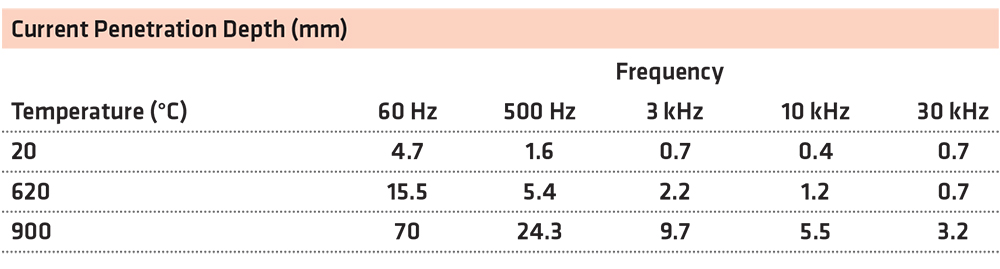
• In order to optimize a metallurgical quality of heat-treated products, it is advantageous to apply substantially lower frequencies for induction tempering compared to hardening because the tempering temperatures are always below the Curie point. Since the workpiece retains its magnetic properties, the skin effect is pronounced. Table 2 illustrates typical current penetration depths (depth where the greatest majority of heat sources will be generated during induction heating) in medium carbon steel vs. frequency for different temperatures: room temperature (20°C), high tempering temperature (620°C) and for temperature exceeding Ac3 point (900°C). Analysis of Table 2 reveals that it is advantageous to use significantly lower frequencies for induction tempering. Besides that, the typical inductor designed for hardening at a high frequency might perform poorly in low-frequency tempering and vice versa. An exception is the application of IFP™ technology where an inverter can change frequency instantly more than 10 fold.
• Tempering is a diffusion-driven process; therefore, the time needed to complete it might be noticeably longer than for hardening. It may take seconds to induction harden but tens of seconds or even minutes to induction temper. Therefore, the production and power supply utilization might suffer if the same system is used for hardening and tempering.
Rapid heating deviates tempering kinetics and may even produce a nonsequential order of tempering stages [1], and this might be beneficial for heat treaters.
One hurdle to the wide acceptance of induction tempering is that some metallurgists are not comfortable with shorter-time/higher-temperature rapid tempering. They feel an oven that heats the entire part and holds it at a temperature for hours is more suitable. Recent studies may change this opinion.
However, relatively recently studies conducted by various researchers worldwide have suggested that rapid tempering at high temperatures (500 to 700°C range) can noticeably improve the impact toughness thanks to retardation of both: a dislocation recovery and cementite coarsening. This allows a noticeable increase in the number of nucleation sites and promotes a formation of fine dispersed cementite particles, reducing the amount of grain boundary carbides and enhancing the “toughness-to-hardness” ratio. Rapid tempering also may help to noticeably minimize or even eliminate temper-embrittlement (TE) phenomenon.
Besides that, recent studies conducted by scientists from the Colorado School of Mines suggest that undesirable phenomenon such as tempered martensite embrittlement (TME) that could appear within the 200 to 400°C range can be minimized or, in some cases, even eliminated by applying rapid tempering. It has been reported that SAE 4340 steel rapid tempering can improve fracture behavior and enhance impact toughness by an impressive margin exceeding 43 percent at a strength level of 1.7 GPa. Strength (UTS) is also noticeably improved over 0.5 GPa at an impact toughness of 30 J compared to conventional slow-tempered steel [2].
ICE Vehicles vs. Electric Vehicles
While it is expected that internal-combustion-powered vehicles will be part of the automotive landscape for decades to come, Inductoheat is adapting induction-thermal technologies for the electric-vehicle market [4]. Electric vehicles produce instant and noticeably higher torque over ICE vehicles when accelerating or changing speed. In addition, EV drivers can truly enjoy a smooth and quiet performance. Because of these factors, powertrain components must be strengthened to withstand the additional loads and stresses, enhancing metallurgical properties, yet minimizing distortion and noise characteristics.
Different aspects of applying modern induction thermal processing for both traditional ICE-vehicle and electric-vehicle markets have been discussed during the earlier-mentioned video seminars, which have been specifically created by Inductoheat Inc. for the needs of the modern automotive industry, unveiling recent theoretical discoveries and practical breakthroughs.
Conclusion
There are thousands of highly successful induction heat treating machines that produce millions of parts supplied to various industry segments. However, newly employed heat-treat practitioners, designers, failure analysts, and engineers may need an appreciable amount of time to gain the required knowledge and experience in understanding the subtleties of induction processing. Underestimating specific geometrical features of parts and hardness patterns by novices, as well as negligence in understanding an impact of different process factors on the outcome of heat treatment, may produce faulty results. Finding that your completed parts have cracked after heat treating is frustrating, wasteful, and expensive. The goal of these training video seminars is to minimize the impact of a workplace generation gap by helping professionals involved in induction hardening and tempering better understand critical factors and be aware of novel developments in induction-thermal processing.
References
- G.A.Thomas, J.G.Speer, D.K.Matlock, G.Krauss, and R.E.Hackenberg, “Time-Temperature Equivalence in Martensite Tempering,” in Proceedings of the International Conference on Martensitic Transformations, 2009, pp. 595-600.
- V.K.Judge, J.G.Speer, K.D.Clarke, K.O.Findley, A.J.Clarke, “Rapid Thermal Processing to Enhance Steel Toughness,” Scientific Reports, Published online: January 11, 2018.
- H.K.D.H.Bhadeshia, Bainite in Steels, Maney Publishing, 2015.
- www.inductoheat.com.



















 general practice for CQI-9 and AMS2750E")





