








Background
Precipitation-hardening (PH) stainless steel grade 17-7 PH is classified as a semiaustenitic stainless steel used extensively in aerospace and finding new applications in the medical industry. The material is most often used in sheet and strip form with springs, clips, and bellows being widely produced. The high alloy content of 17-7 provides excellent corrosion resistance, which is an attractive attribute to the medical industry.
After annealing at a temperature of 1950°F, 17-7 remains austenitic on cooling to room temperature. It is soft and ductile in this “Condition A” state, and can be fabricated similar to other austenitic stainless steels (e.g., 304). After fabrication, a sequence of thermal treatments significantly strengthens the steel by first transforming the austenite to martensite, which is further strengthened by precipitation hardening. Transformation from austenite to martensite is achieved by mechanical deformation (metallurgically classified as a strain-induced phase transformation) for the highest obtainable strengths. However, this phenomenon is not discussed herein. This article shows that attractive properties with enhanced ductility other than those classified as “standard PH conditions” can be routinely obtained and, in doing so, offer a unique processing advantage using vacuum heat treatment.
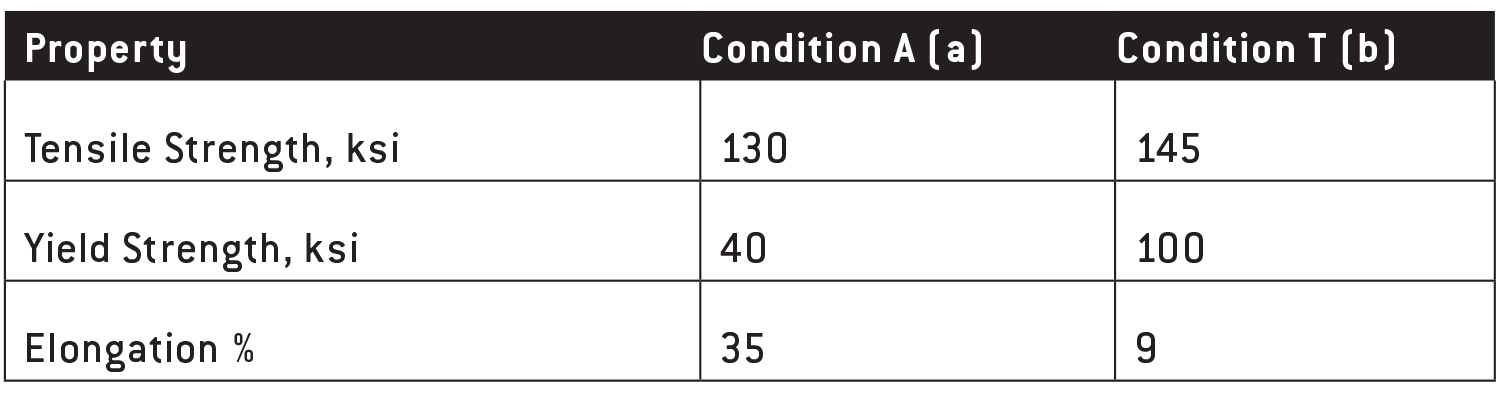
Transforming austenite to martensite in 17-7 starts with a heat treatment called austenite conditioning. What actually occurs is the austenite becomes destabilized by the precipitation of carbon. Two standard temperatures used for austenite conditioning are 1400°F and 1750°F. The martensite start (Ms) and finish (Mf) temperatures vary depending on what treatment is used. Treatment at 1750°F precipitates less carbon than at 1400°F, and, as such, requires lower cooling temperatures to complete the martensite transformation. Cooling to a temperature below -90°F is specified for complete transformation, after which the steel is in Condition R. More carbon precipitates with the 1400°F treatment, which raises the Mf temperature to about 60°F, resulting in Condition T. Martensite transformation considerably increases the typical yield strength of the steel in Condition T over the annealed Condition A state, as shown in Table 1.
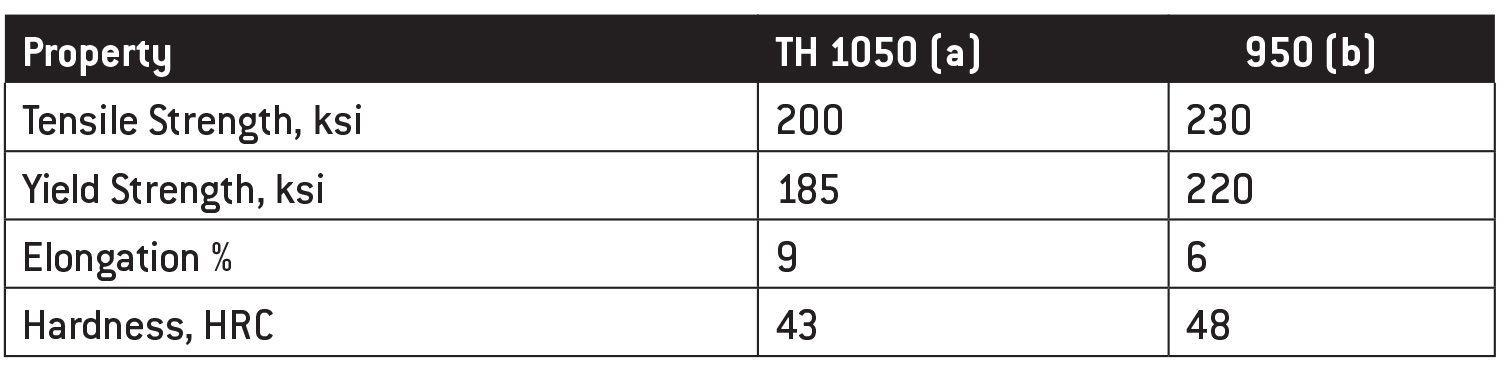
Following martensite transformation, 17-7 PH is further strengthened by a low temperature precipitation hardening treatment (also termed aging). The industry standard is to age Condition R material at 950°F for one hour, resulting in an end condition of RH 950. Condition T material is aged at 1050°F for 90 minutes, resulting in an end condition of TH 1050. Typical room temperature mechanical properties are listed in Table 2. Very high strength properties are obtained. TH 1050 provides more ductility at a reduced strength level.
Investigation
This study was conducted to develop a three-step heat treatment process that could be performed in a vacuum furnace without breaking vacuum between the austenite conditioning step and precipitation hardening step normally required to adequately cool parts for martensite transformation. This is highly desirable because it can be difficult to maintain 17-7 in a bright condition (no discoloring from oxidation) during the precipitation hardening treatment after breaking vacuum and exposing parts to ambient temperature and lower during cooling for martensite transformation. Working with the medical industry, the aim was to develop a new in-situ process where desirable mechanical properties could be consistently obtained. Once accomplished, a new medical device design could be based on the established set of mechanical properties and the medical company would benefit from reduced costs due to reduced pricing associated with the new in-situ process. As a baseline, the new mechanical properties and microstructural characteristics were compared with standard Condition TH 1050, the most common condition specified in industry.
Review of literature on the subject of precipitation-hardening stainless steels reveals interesting data, which was the principal reason for initiating the study. AK Steel published a graph showing how the Ms temperature varies with austenite conditioning temperature, as seen in Figure 1.
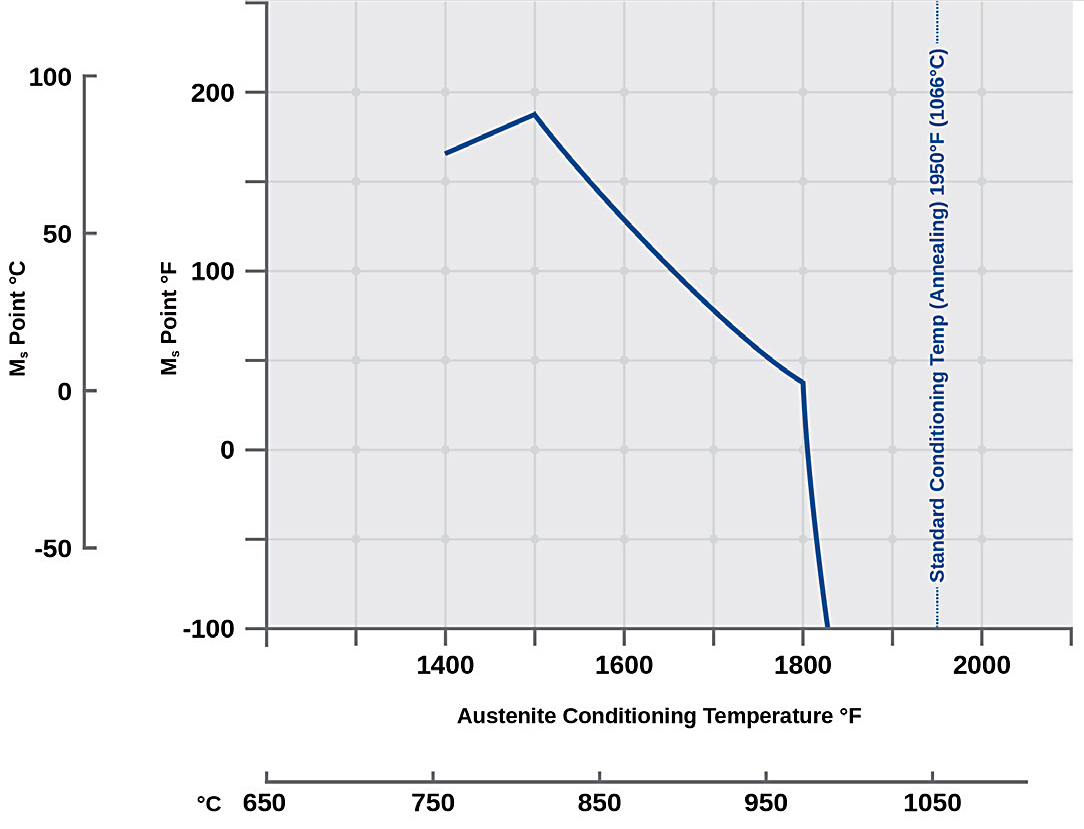
Postulating that raising the Ms temperature will also raise the Mf temperature, an austenite conditioning temperature of 1500°F was chosen as the experimental starting point. Given that a 1400°F conditioning temperature requires cooling to 60°F to complete martensite transformation, it was extrapolated from the Ms curve that conditioning at 1500°F could produce a Mf at 80°F (provided the conditioning time allowed for adequate carbide precipitation). This higher Mf temperature is ideal for processing 17-7 PH at Solar Atmospheres in a vacuum furnace due to an advanced cooling system innovation installed on one of Solar’s HL-57 size furnaces (36 in. 48 in. 30 in.). This technology can cool the workload down to 80°F from the estimated Ms of 185°F within one hour, which is the time limit recommend for Ms to Mf for Condition T. In this state, Solar coined the term Condition S.
The 17-7 PH material in Condition TH 1050 is overaged a fair amount, while in Condition RH 950, it is only slightly overaged (900°F produces maximum strength but minimum ductility). It is also known with 17-7 PH that maximum transformation of austenite to martensite equates to maximum strength. Given that the true Mf for the newly chosen conditioning temperature of 1500°F is not established, it was decided to select a precipitation hardening temperature of 950°F considering that this would produce higher strength than a 1050°F age, but not minimum ductility even if fully transformed like Condition R. Table 3 shows the tensile properties of the new Solar heat treatment Condition SH 950 compared to standard Condition TH 1050 that was heat treated by Solar with 17-7 of the same heats of steel.
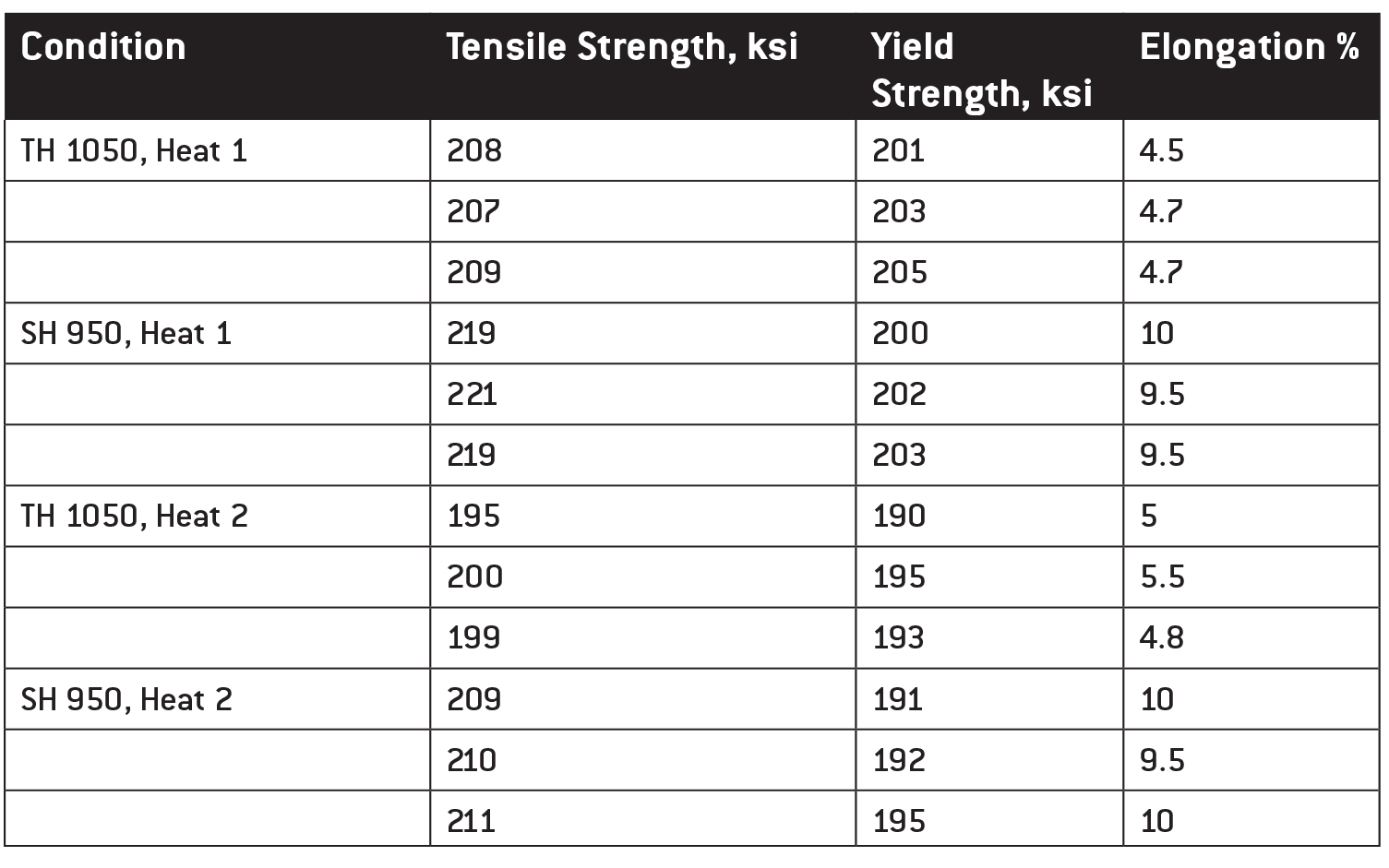
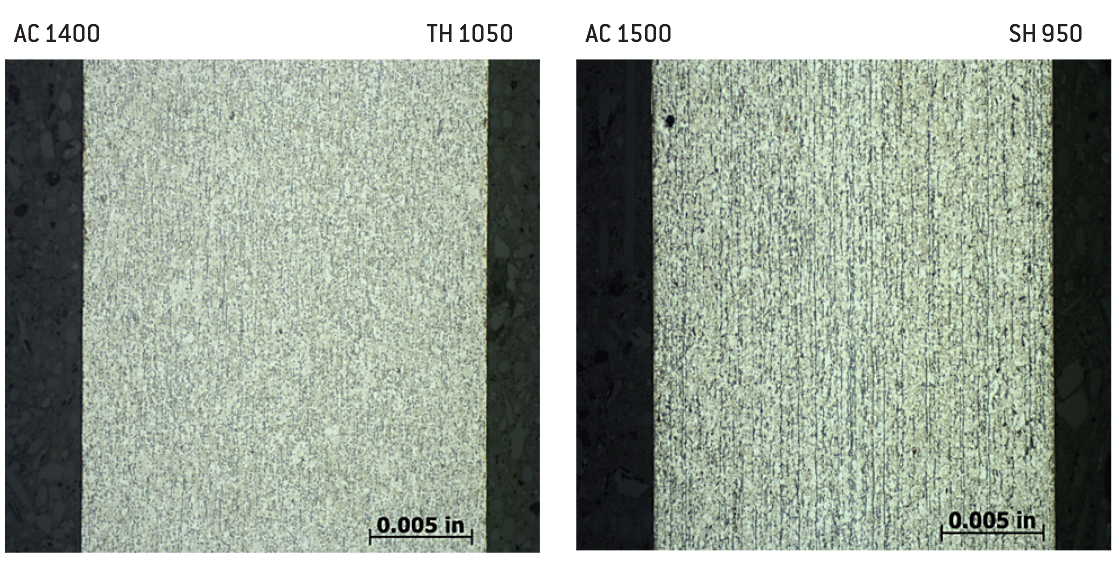
SH 950 produced comparable yield strength, higher tensile strength, and, on average, twice the ductility of TH 1050. This is all carried out in a three-step heat treat process without breaking vacuum for martensite transformation cooling, resulting in bright, non-discolored parts. Evaluation of the microstructural quality revealed SH 950 was superior to that of TH 1050. Figure 2 shows the microstructure of both conditions. SH 950 shows considerably less delta ferrite stringers than TH 1050, which is believed due to the higher austenite conditioning temperature for a longer time used for SH 950. Delta ferrite is inherent to 17-7 PH, and is not detrimental in the quantity revealed, but less is considered better, resulting in better transverse tensile properties.
Summary
Grade 17-7 PH stainless steel is widely used in the industry due to its attractive combination of properties including very high spring-like strength, good ductility, and excellent corrosion resistance. However, to obtain these properties, it must be heat treated in a more controlled manner than many other alloys. Even within these controlled parameters, flexibility exists to obtain attractive properties other than those classified as standard PH conditions. This study showed that vacuum heat treatment technology offers a unique processing advantage to cost-effectively achieve desirable properties while producing bright, non-discolored parts.
A three-step process consisting of austenite conditioning, in situ cooling, and precipitation hardening was performed without breaking vacuum resulting in a new condition of 17-7 PH that Solar Atmospheres coined SH 950. Compared with the most common condition of 17-7 PHproduced (TH 1050), Condition SH 950 shows comparable yield strength, higher tensile strength, and, on average, twice the ductility. The microstructure of SH 950 also is superior with respect to the presence of a lower amount of delta ferrite stringers. These results were obtained with two separate heats of steel, which is encouraging because 17-7 PH is quite sensitive to chemical composition variations in obtaining consistent mechanical properties. A similar outcome on another heat or two of steel indicates that a new medical device design, or a material change to 17-7 PH for an existing design, could be based on the newly established range of mechanical properties. This would provide the benefit of reduced manufacturing costs due to reduced pricing associated with the new in-situ vacuum heat treatment process for 17-7 PH stainless steel.



















 general practice for CQI-9 and AMS2750E")






