








In this column, we will discuss the blistering of aluminum during heat treatment, and methods to prevent its occurrence.
Introduction
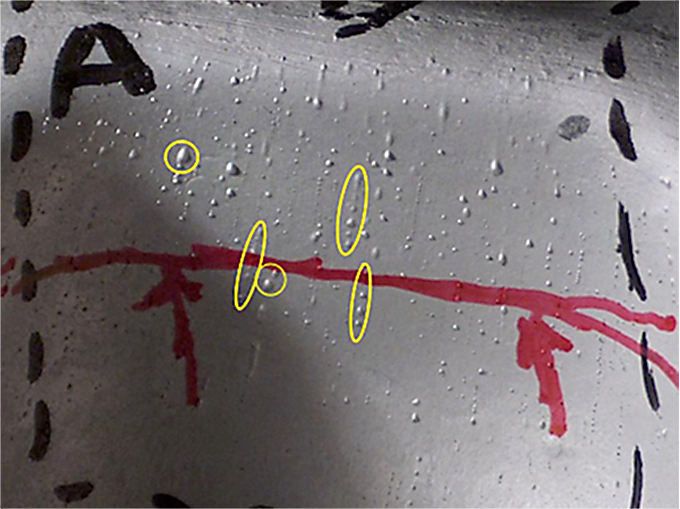
High-temperature oxidation, or blistering, often occurs in heat treated aluminum alloys. High-temperature oxidation is a misnamed condition of hydrogen diffusion that affects surface layers during elevated-temperature treatment. This condition can result from moisture contamination in the furnace atmosphere and is sometimes aggravated by sulfur (as in heat-treatment furnaces also used for magnesium alloy castings) or other furnace refractory contamination. The visual appearance of blistering is shown in Figure 1.
 Cause of Blistering
Cause of Blistering
Moisture in contact with aluminum at high temperatures serves as a source of hydrogen, which diffuses into the metal. Foreign materials, such as sulfur compounds, function as decomposers of the natural oxide surface film, eliminating it as a barrier either between the moisture and the aluminum or between the nascent hydrogen and the aluminum. The most common manifestation of high-temperature oxidation is surface blistering, but occasionally internal voids are formed.
The symptoms of high-temperature oxidation are identical to those of high gas content in the original ingot. Blisters resulting from ingot defects, improper extrusion, or improper rolling may be lined up in the direction of working. However, it usually is impossible to distinguish among defect sources, and therefore the possibility that a contaminated atmosphere is the cause of the defects must be checked.
Not all alloys and product forms are equally vulnerable to this type of attack. The 7xxx series alloys are most susceptible, followed by the 2xxx alloys. Extrusions undoubtedly are the most susceptible form; forgings are probably second. Low-strength alloys and alclad sheet and plate are relatively immune to high-temperature oxidation.
The worst contaminants in attacking aluminum are sulfur compounds. Forming or machining lubricants, or a sulfur dioxide protective atmosphere (used in prior heat treatment of magnesium), are potential sources of sulfur contamination. In one plant, surface contamination resulted from sulfur-containing materials in tote boxes used to transport parts. In another, an epidemic of blistering was cured by rectifying a “sour” degreaser. In a third instance, it was found that a vapor-degreasing operation was not completely removing a thin, hard waxy residue, and an alkaline cleaning and rinsing operation was added.
 Corrective Action
Corrective Action
Moisture can be minimized by thoroughly drying parts and racks before they are charged. Drain holes often are needed in racks of tubular construction to avoid entrapment of water. Another common requirement is adjustment of the position of the quench tank with respect to furnace doors and air intake. Because it is unlikely that all moisture can be eliminated from the atmosphere in a production heat-treating furnace, it is extremely important to eliminate all traces of other contaminants from both the parts and the furnace atmosphere.
The source of contamination is often obscure and difficult to detect, and the problem must be combated in another way. The most common of the alternative methods is the use of a protective fluoroborate compound in the furnace. Such a compound usually is effective in minimizing the harmful effects of moisture and other undesirable contaminants because it reacts with the moisture on the aluminum surface. The additive is not a universal solution; in some applications, high-temperature oxidation has occurred even though a fluoroborate compound was employed. Also, the use of such compounds, particularly ammonium fluoroborate, may present a hazard to personnel if used in poorly sealed furnaces or in furnaces that discharge their atmospheres into enclosed areas. The decomposition products may increase corrosion of the rack and interior of the furnace.
During initial handling of the white crystalline material, proper personal protective equipment should be worn. This includes protective eyeglasses or chemical safety goggles. Gloves and other protective clothing should also be worn to protect skin exposure. Depending on exposure, a respirator may be required.
Protective fluoroborate compounds accentuate staining or darkening of the parts being treated. Although this minor nuisance might be considered a small price to pay for the solution of a problem of high-temperature oxidation, the residual compound in the furnace dissipates slowly. Therefore, subsequent loads of alloys and product forms whose end uses require bright surfaces, and that are not susceptible to high-temperature oxidation, may be detrimentally affected.
Successful use of fluoroborate protective compounds appears to depend on specifying the right amount for each furnace. This must be established on a trial-and-error basis. One aircraft manufacturer adds 4 g/m3 (0.004 oz/ft3) of furnace chamber to each load. Another adds 0.45 kg (1 lb) per shift to a metal container hung on the furnace chamber wall, thus avoiding loss of the compound during quenching.
A second method of combating high-temperature oxidation is to anodize the work before it is heat treated. The resultant aluminum oxide film prevents attack by contaminants in the furnace atmosphere. The only deterrents to the use of anodizing are its cost (in money and time) and the slight surface frostiness which results from the subsequent stripping operation.
The usual objection to the blistered surface produced by high-temperature oxidation is its unsightly appearance. This often can be improved (for salvage purposes) by applying local pressure to flatten each blister and then finishing by a mechanical process such as polishing, buffing, sanding, or abrasive blasting. In general, the effect of HTO on static properties and fatigue strength is slight. However, if a void resulting from HTO is located close to another stress concentration, such as a hole, much greater degradation of fatigue strength is likely. In critical aluminum alloy forgings, any blistering must be evaluated carefully for its effect on the integrity of the part. Any “cosmetic” salvage should be performed only after it has been established that the blisters are superficial and will not remain in the finished product.
Conclusion
In this short article we discussed the cause of aluminum blistering during heat treatment, and methods to mitigate blistering. The best method is to ensure that the parts are clean and dry prior to entering the furnace. Use of a dry atmosphere also helps. If all these things fail, then it is necessary to apply either ammonium fluoroborate during the solution heat treatment or anodize the parts prior to heat treatment.
Should you have any questions or comments regarding this article or have suggestions for any new columns, please contact the editor or the writer.







 general practice for CQI-9 and AMS2750E")





