








By now, most heat treaters should have had some time to read the new revision of AMS2750. The changes are extensive and, since it is considered a complete rewrite, there are no change bars to indicate specific changes.
In this article, I will explore some of the changes within AMS2750F. I will not be covering each and every change within the specification but will be focusing more on the major technical changes overall. For the most part, this article will be more of a technical listing and less like my usual articles, which may discuss how a particular subject affects thermal processing.
General Changes
 AMS2750F has a total of 25 tables, an increase from the previous 11. The tables are, for the most part, placed adjacent to the subject matter to which they pertain. Certain changes to tables have been made, such as maximum permitted offsets are now in the tables associated with the TUSs and not the tables associated with SATs, as it previously was in AMS2750E. Numeric values are now expressed to the 10th of a degree as, in revision E, the resolution was to a whole number. It would be logical for heat treaters to begin expressing numeric resolution to the 10th of a degree as well if it is not already being done. Additionally, quite a few changes within AMS2750F are merely an integration of the Nadcap pyrometry reference guide requirements. This means that, for those suppliers who are Nadcap accredited, the institution of those specific changes should not have that great of an effect on their processing as they would have already been familiar with the requirements and hopefully already had it implemented as applicable.
AMS2750F has a total of 25 tables, an increase from the previous 11. The tables are, for the most part, placed adjacent to the subject matter to which they pertain. Certain changes to tables have been made, such as maximum permitted offsets are now in the tables associated with the TUSs and not the tables associated with SATs, as it previously was in AMS2750E. Numeric values are now expressed to the 10th of a degree as, in revision E, the resolution was to a whole number. It would be logical for heat treaters to begin expressing numeric resolution to the 10th of a degree as well if it is not already being done. Additionally, quite a few changes within AMS2750F are merely an integration of the Nadcap pyrometry reference guide requirements. This means that, for those suppliers who are Nadcap accredited, the institution of those specific changes should not have that great of an effect on their processing as they would have already been familiar with the requirements and hopefully already had it implemented as applicable.
Scope and Definitions
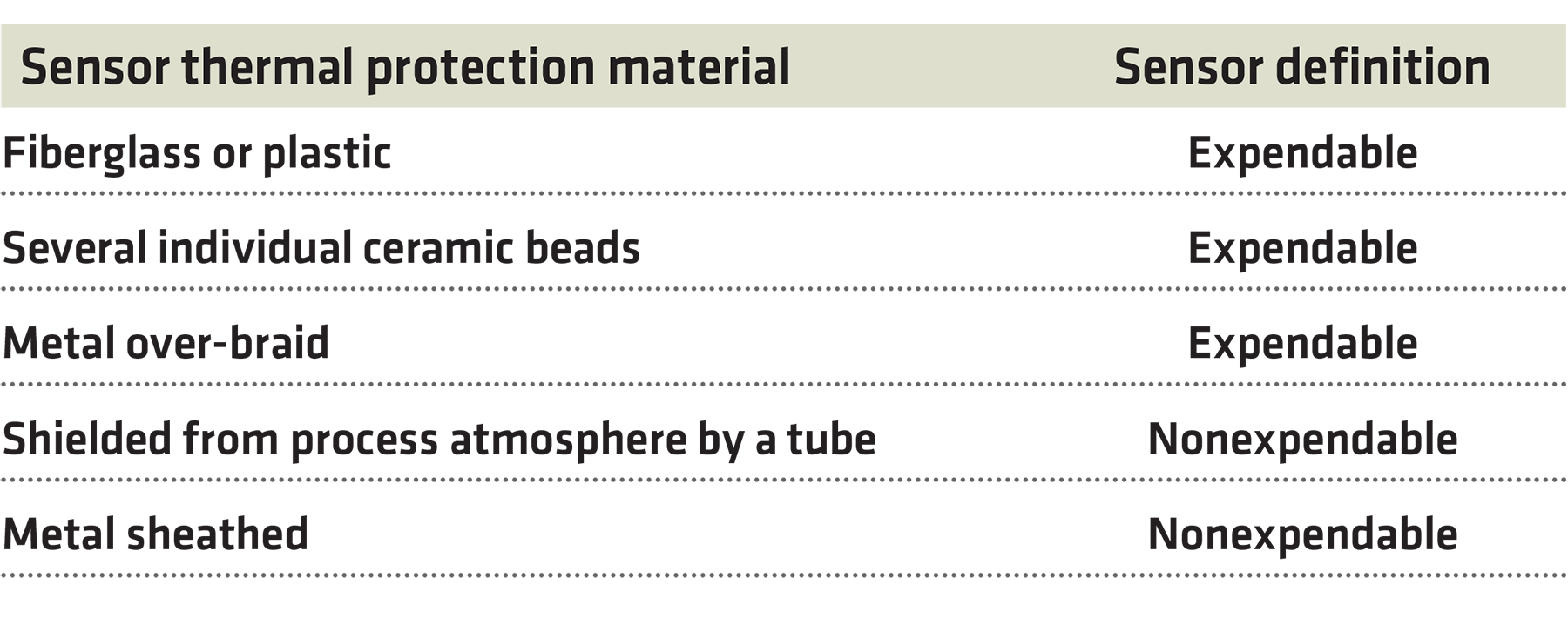
Previously, AMS2750E had 79 total definitions. This has been increased to 87 total definitions. Definitions can play a key role not just in understanding AMS2750, but interpreting the requirements as they are being implemented and audited. It is important to understand the definitions as they apply to your operation. A good example of this is the definition change of expendable to nonexpendable thermocouples. I will get more into that subject as I progress.
One definition I would like to point out is paragraph 2.2.25 and its associated table on page five. The placement of this definition and table will help both heat treaters and auditors understand the frequency of testing in detail when examining due dates of testing. Previously, this had the potential to be interpreted in several different ways, whereas now it cannot be. This is one of the many positive changes within AMS2750F.
Thermocouples
Resistance temperature detectors (RTDs) are now addressed within AMS2750F. There are now specific limitations regarding permitted error and composition. While it does not seem RTDs are used as often as thermocouples, it is important for those who use RTDs to ensure their existing thermocouples conform to AMS2750F and that procedures address the new requirements.
A change that seems to have gotten attention is the elimination of standard limits for base metal thermocouples. Previously, TUS and load thermocouples (and furnace thermocouples for CL3 – CL6) had a maximum permitted error of ±4.0°F or 0.75 percent, whichever was greater, while SAT and furnace thermocouples (CL1 & CL2) had a maximum permitted error of ±2.0°F or ±0.75 percent, whichever is greater. Standard limit thermocouples were defined as ±4.0°F or 0.75 percent, and special limit thermocouples were (and still are) defined as ±2.0 or ±0.4 percent, whichever is greater. Previously, quite a few suppliers would only order special limit wire, as having both standard and special limit wire in a production facility posed the risk of some thermocouples that met only standard limit error to be used for, say, an SAT test that requires special limit wire. For this reason, I cannot see this change posing too great a burden on the industry. In fact, it seems to make sense, considering the procurement of thermocouples in the last six years.
The next major change is the definition of expendable and nonexpendable thermocouples. Previously, the definitions were as follows (simplified, of course): Expendable thermocouples are those that are covered in plastic or fabric insulation and nonexpendable were all others. This is not the case any longer (see Table 1). Now, an expendable thermocouple is one where any portion of the thermal element is exposed to the thermal process environment. Anything other than that is considered a nonexpendable. To get this new change into a more practical view, Table 3 has been inserted into AMS2750F. This table should be considered when suppliers begin to question whether the thermocouples currently in service apply to the new definition.
A change made that was based on Nadcap requirements is the inclusion of multiple methods to find a correction factor not stated on a thermocouple or test instrument certification. With AMS2750F, processers are now permitted to use either linear interpolation or selection of a correction factor based on the nearest test point. The key to this is potentially threefold:
Identify which method you choose to implement.
If not using the linear interpolation method, identify what you will do when the temperature being used falls directly in the middle of two test points.
Document which method will be used and use it consistently on both thermocouple certifications as well as test instrument certifications.
Additional items have been added to what is required to be on the thermocouple calibration report. These new items are extensive, and I will not be going into each one. For the most part, thermocouple suppliers already had these items on the certifications. The one item less likely to be on thermocouple certifications claiming conformance to AMS2750E is a statement of initial calibration or recalibration. As stated, the majority of the new items required on thermocouple certifications were already on most industry certifications, with the exception of initial or recalibration. Regardless, I recommend each supplier verify that, within their internal procedures (including any applicable receiving/quality review checklists), that each new requirement within AMS2750F, paragraph 3.1.11.1 is incorporated into applicable procedures. To shorten the labor, let’s just state that paragraph 3.1.11.1 –A, B, D, E, F, G, (portions of) J & K, L M, O, and P are new to AMS2750. The portions of J and K do not necessarily add up to anything new. They were already part of the pyrometry reference guide for AMS2750E, so those suppliers who were Nadcap accredited before the release of AMS2750F should (ideally) already be in compliance.
Instrumentation
The changes within the instrumentation section of AMS2750F may have a bit more of an impact than those within the thermocouple section. For example, the removal of “monitoring” instruments seems more benign than the requirement that all recording instruments must be digital and have a readability of 0.1°F after June 2022. Test instruments must also have minimum readability of 0.1°F. Not all test instruments have the ability to accomplish this. Consider a test instrument that, when reading less than 1,000°F, some test instruments may have a readability of 0.1°F. Once that particular instrument receives a reading of 1,000°F or greater, the digit within the 10ths place may disappear. Suppliers should look for this.
Another major change within the instrument section is the calibration of clocks and timers within digital recording systems. We should all agree that this is a long time coming. Timing within heat treating, especially for more sensitive materials such as nonferrous metals, is critical. With this, there is also a new requirement that stop watches must be calibrated every two years and be accurate within ±1-minute p/hr. It should go without saying that you cannot calibrate a furnace recording timer system with a stop watch that is not calibrated. There are provisions within the recording timing system calibration requirements stating that if a supplier has a synchronized system linked to NIST via internet system that is verified monthly, and that will support the ±1-minute p/hr requirement, this will suffice. Of course, this will be up to the supplier to interpret, establish, and prove.
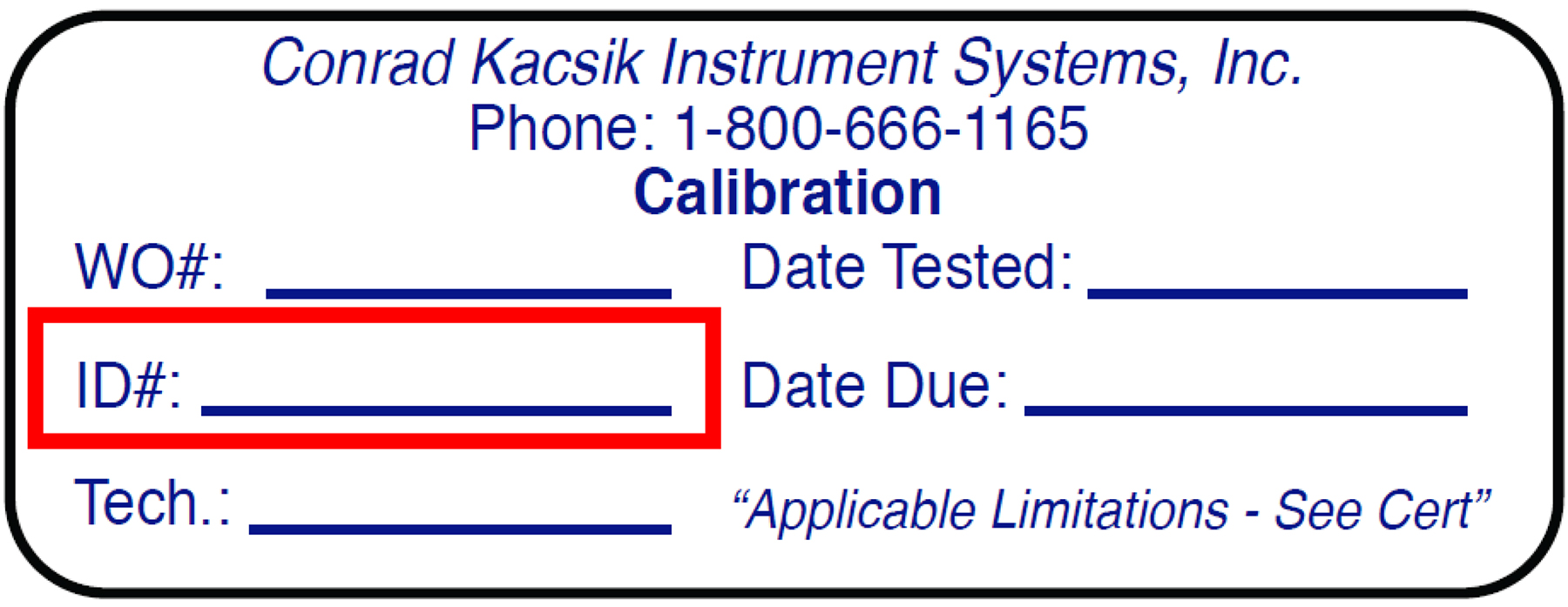
Instrument calibration sticker requirements have small changes, one being that the furnace or instrument number must be identified on the sticker (Figure 1). The other is that identification of limitations may be spelled out on the instrument calibration certification. This is not a new allowance; it was previously in the pyrometry reference guide.
The instrument calibration certificate contains quite a few new requirements. The more major changes are within paragraph 3.2.5.2.a, d and e. Portions of g, h, and i are new, although small additions have been made to those paragraphs. Nevertheless, it is important to read each paragraph in detail to ensure purchase orders and/or internal certifications contain the requirement information.
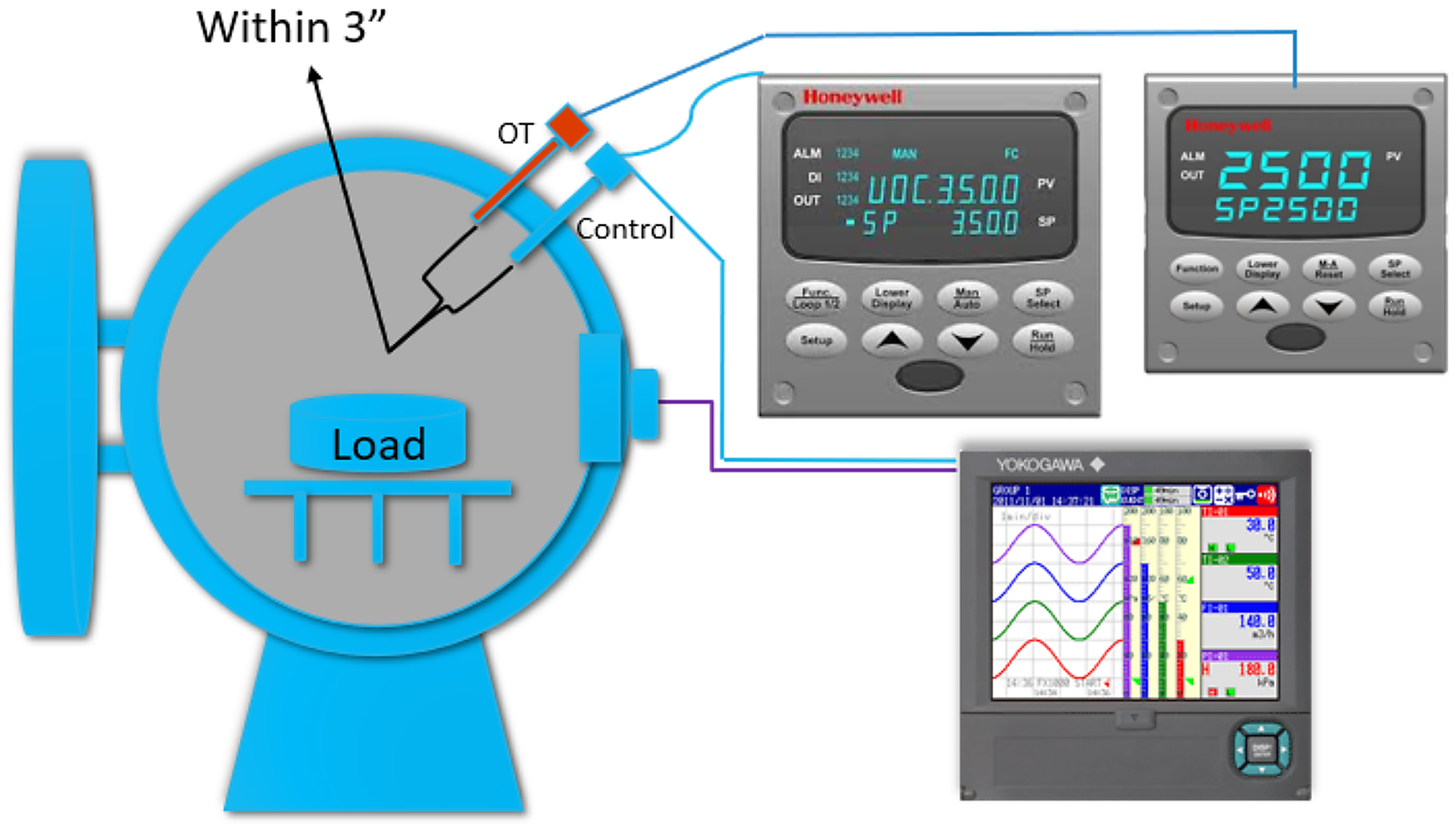
A new instrumentation type has been added — Instrumentation type D+. This new instrumentation type is simply Type D with the addition of a recording sensor that is within 3 inches of the control sensor and must be of a different sensor type (Figure 2). Those already familiar with AMS2750 will recognize that 3-inch requirement and relate it to an SAT thermocouple requirement. I have not seen too much feedback regarding suppliers identifying their equipment as Type D+ as there is no benefit to reduced testing frequency, although I am sure it will show up in the industry from time to time.
System Accuracy Testing
The SAT section seems to have gotten the most attention so far. To start, paragraph 3.4.1.3 states that, if a sensor system has a single input into an electronic recording device that then splits that single input to multiple screens/menus, only a single view needs to be used for the SAT reading. This is a major step forward considering recording systems must be electronic two years after the publication of AMS2750F. Quite a few systems in the industry include PLCs, meaning, a single input can be routed to multiple menus within a system, so this new allowance is great for those suppliers.
A major change within both the SAT and TUS section is using recording instruments used for thermal processing as field test instruments as long as it can be demonstrated that the test channels of an integrated system are separated from the furnace recording system, and meet the field-test instrument requirements. There is quite a bit packed into that statement. Let us, for a moment, focus on the word “separated” — a word that, in an auditing scenario, can be ambiguous. This wording is likely to be misinterpreted by suppliers and auditors alike. This allowance should be thought of as an at-your-own-risk convenience. It seems so much easier to just keep using a separate test instrument, although I am sure it will be attempted somewhere in the industry.
Previously, if you could not perform an SAT per the required frequency, a supplier could perform the SAT during the next production cycle (AMS2750E, paragraph 3.4.2.4). This is not the case any longer. If the frequency is not met, the SAT must be performed prior to the first production cycle (AMS2750F, paragraph 3.4.2.1). This is a new (albeit inconvenient) requirement I recommend all suppliers recognize.
For suppliers who process material in a furnace that has multiple qualified operating ranges, the SAT must be performed in each qualified operating range at least annually. As an example, if a furnace operates between 1,000.0°F to 1,600.0°F as a CL-2 (±10.0°F) and 1,601.0°F to 2,000.0°F as a CL-5 (±25.0°F), a SAT would have to be performed in each range at least annually. This change is logical and not very surprising that it has finally come to exist.
The section on Alternate SATs has changed significantly, although most of it was pulled from the pyrometry reference guide. One item to pay attention to is paragraph 3.4.8.2.3. If this is implemented in such a way, it may require the allowance of instrument offsets, which will also require offsets of that type (and any others permitted) are addressed within internal procedures.
The SAT report has a few new items. Portions of AMS2750F, paragraph 3.4.11.1.b and f have changed, as well as new requirements such as paragraph 3.4.11.1k, i and p. Nothing that should confuse suppliers; just pay attention to the portion about correction and modification offsets being identified. Even if neither is permitted per internal procedures, it is still better to identify a zero offset of any kind to an auditor instead of leaving it open to interpretation.
Paragraph 3.4.11.2 is new. It speaks to the required items on an Alternate SAT report. Most of the items seem logical and are straightforward. The challenge comes when a supplier wishes to take advantage of paragraph 3.4.8.2.3: limiting the error of the instrument calibration and/or sensors being used. If this is the method chosen, one of the two variables within the Alternate SAT has been procedurally eliminated. That being said, there would be no certification to go along with the Alternate SAT in this case, practically speaking. It would almost be a memo, less a certification/documentation. Nevertheless, AMS2750F requires “documentation” in any case, so we all need to follow the instructions/requirements given.
 Temperature Uniformity Survey
Temperature Uniformity Survey
Temperature uniformity surveys, in my opinion, have the most significant impact on metallurgy (ask your current pyrometry service provider/auditor why and how). From nonferrous materials to brazing, TUS results can have a major impact on the metallurgical properties of materials. There are several changes within this section that, in all honesty, have no impact on the metallurgical materials. The changes are more clerical, and less engineering-related. For example, the verbiage within Tables 18 and 19 does not permit the initial TUS to be counted as part of the consecutive TUS’s needed to go to extended frequency. This is not spelled out word-for-word within the specification but is apparent within the wording on Tables 18 and 19 and would have no practical impact on metallurgical aspects of materials.
Two changes I would say are more on the engineering end would be both paragraph 3.5.8.6 and paragraph 3.5.9.1, Table 21. Paragraph 3.5.8.6 requires that furnaces that operate at partial pressure must be surveyed at any temperature within the qualified operating range at the partial pressure used during production. One could argue that this should be treated as a radiation TUS; if nothing changes in the partial pressure system, why survey at partial pressure annually? Regardless, it is now a requirement and must be followed.
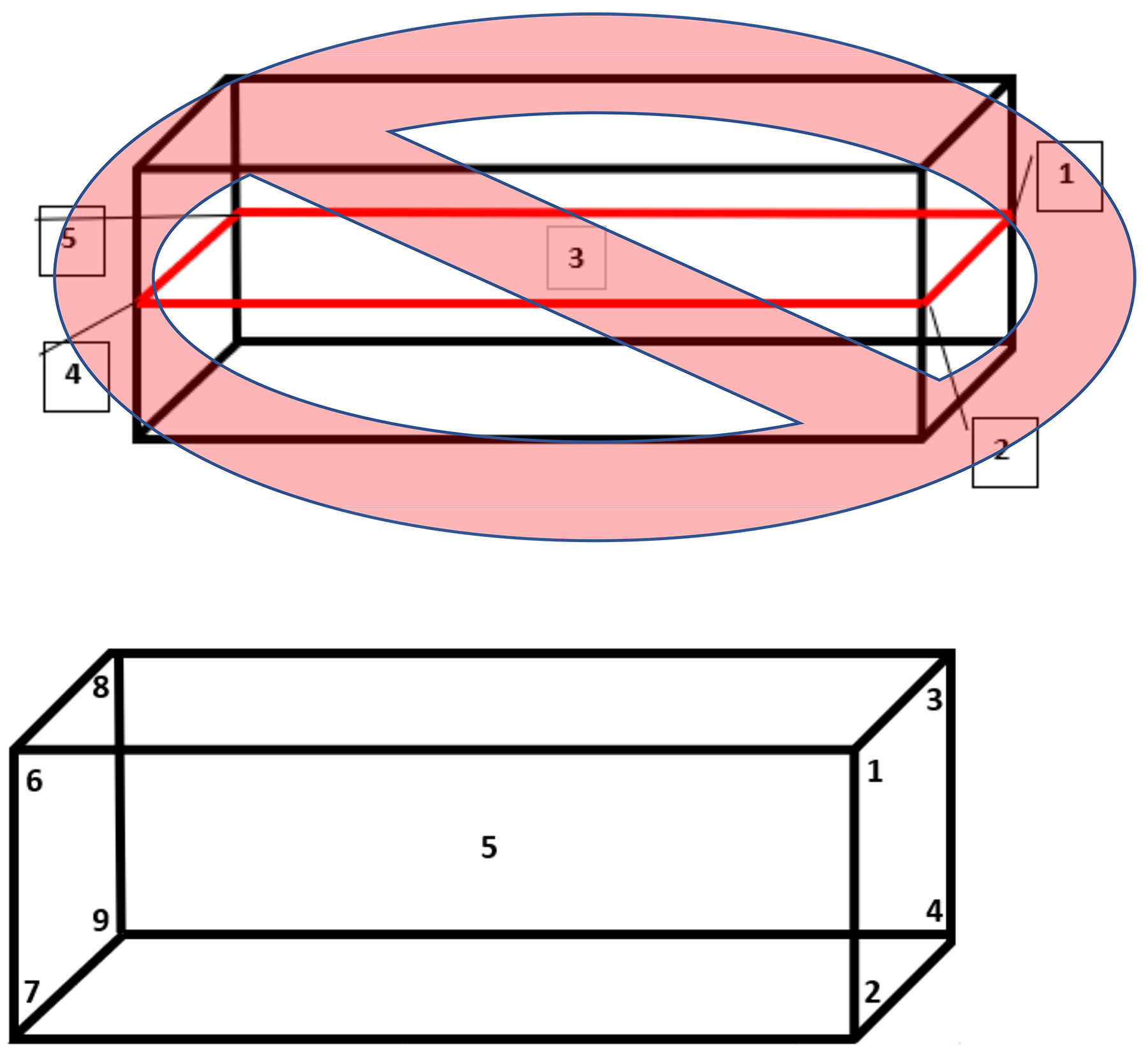
Paragraph 3.5.9.1, as it relates to furnace qualified work zones ≤3ft3, the thermocouple placement for TUS TCs has changed (Figure 3). The previous method was to place them on a single plane. This information, unfortunately, could only be gotten by attending certain training sessions and was not in the pyrometry reference guide. Fortunately, this has changed and the locations for TUS TCs in work zone volumes less than ≤3ft3 has changed and must be placed per Table 21. This is an important and significant change that should be recognized by suppliers having qualified work zone volumes ≤3ft3.
Previously, TUS data must have been collected before the first furnace or test thermocouple reached the lower end of the uniformity tolerance. Now, AMS2750F requires data collection of all furnace and test sensors to begin before the first furnace or test thermocouple is within 100°F of the setpoint temperature.
The next important change is the TUS documentation requirements. To keep it simple, the changes are within AMS2750F, paragraph 3.5.16.1.b, d, f, g, h, i, (portions of) l, o, r, s, and y. I hope this enables suppliers to nail down exactly what has changed with the TUS documentation requirements.
Rounding
When AMS2750E was released with the new requirement that suppliers had to round significant digits in accordance with ASTM E29, suddenly suppliers needed to understand a method that may not have been previously used. While AMS2750F still permits rounding, it states that it is now to the absolute method within E29 if E29 is chosen. The new revision also now permits suppliers to use the rounding method built into commercial spreadsheet programs. The key here is for suppliers to procedurally establish which option they choose and do it that way each time for all testing.
Quality Requirements
The only item inserted in this section is that, for suppliers who use external pyrometry service providers, that those providers must be 17025 accredited in the discipline they are servicing. I can understand the logic behind this. If a service provider is 17025 accredited, they will have procedures that will be audited by a third party and, with that, the service providers’ procedures will not need to be reviewed by the supplier (AMS2750F, paragraph 4.8.1).
Summary
While this article does not list every administrative and technical change within AMS2750F, I have attempted to compile the changes that I think may have significant impact on suppliers. It is important for suppliers to perform a complete specification accountability review of AMS2750F to capture each requirement and find the best and most practical way to implement those requirements. Additionally, recognize that not all primes (i.e. GEAE, Rolls Royce, Honeywell, etc.) will accept the requirements within AMS2750F and may outline more stringent requirements. As always, I recommend repeat training sessions to ensure all requirements are realized and implemented correctly.







 general practice for CQI-9 and AMS2750E")





