








Application of carbon nanotube (CNT) reinforced metal matrix nanocomposite (MMNC) has been increasing rapidly since the discovery of CNT in the 1990s. These novel MMNCs are reported to have enhanced properties compared to base alloy systems. Some of the enhancements are electrical, thermal, structural, and mechanical. MMNCs are expected to find application in all industries, if it has not already been applied. CNTs have exceptional tensile strength, low thermal expansion coefficient, and low density. Aluminum, a light metal, is being reinforced with CNT to make it even lighter and improve properties of monolithic aluminum. Light materials with enhanced mechanical property have immense usage in light-weight application, especially aerospace and sports equipment. But reinforcement of aluminum with CNT has been hindered by the agglomeration of CNT because of its light weight and does not disperse uniformly in the metal matrix. In this study, aluminum (Al)/CNT nanocomposite made via the powder metallurgy route and conventionally vacuum sintered was characterized using scanning electron microscopy (SEM), nanoindentation, and differential scanning calorimetry (DSC).
 Al and CNT were mixed in an argon atmosphere and ball milled for 2.5 hours. Milling with various wt.% of CNT and aluminum powder was performed. SEM study was conducted on milled samples to examine dispersion of CNT in an Al matrix. Cold compaction of milled samples was performed at various loads: 20, 22, 25, 28, and 30 tons. Archimedes’ principle was used to measure density of sintered pellets. Nanoindentation technique was used to measure hardness and reduced elastic modulus. Thermal analysis of the composite was conducted with DSC.
Al and CNT were mixed in an argon atmosphere and ball milled for 2.5 hours. Milling with various wt.% of CNT and aluminum powder was performed. SEM study was conducted on milled samples to examine dispersion of CNT in an Al matrix. Cold compaction of milled samples was performed at various loads: 20, 22, 25, 28, and 30 tons. Archimedes’ principle was used to measure density of sintered pellets. Nanoindentation technique was used to measure hardness and reduced elastic modulus. Thermal analysis of the composite was conducted with DSC.
Ball milling of Al was performed with bare Al, 0.1 percent, 0.5 percent, and 1 percent CNT. Ball-to-powder ratio was 10:1. Ball milling promotes mechanical alloying and distribution of CNT in the matrix. CNTs are prone to breakage and cold welding of powder during milling. Hence, care should be taken to control the milling parameters, such as the ball-to-powder ratio, and milling duration.
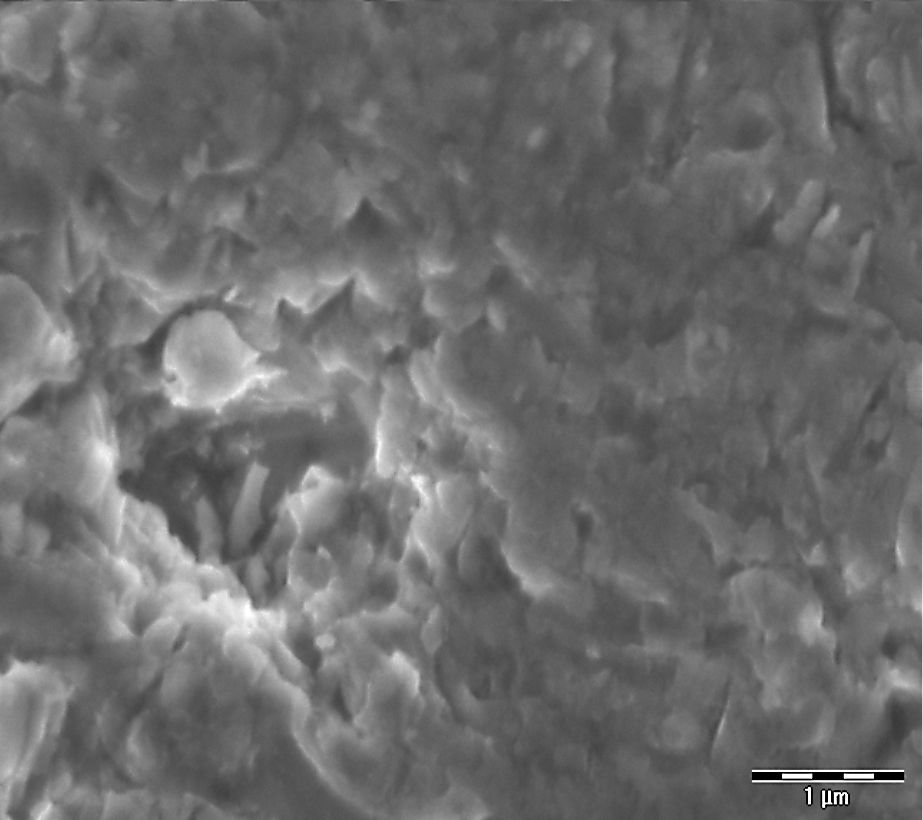
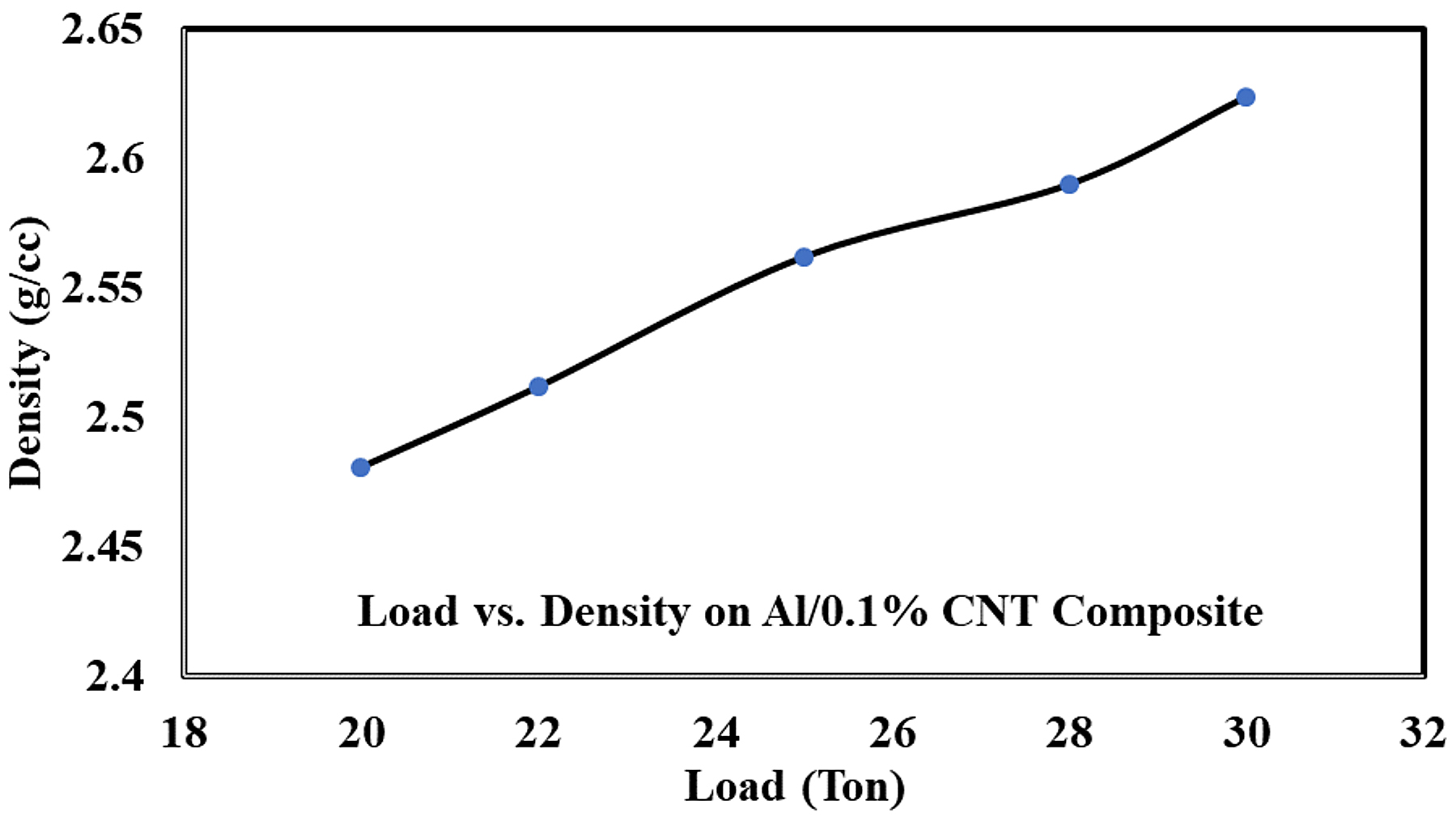
Figure 1 shows CNT embedded in a milled and compacted MMNC pellet. Compaction of milled powders was performed to obtain pellets for subsequent characterization. Compaction load was varied in Al/0.1% CNT to study its effect on density of the nanocomposite. Density of pellets increased with increasing load, as shown in Figure 2, indicating that the higher load is effective in reducing voids and porosities in the matrix. In all loading conditions, density is lower than the ideal density of aluminum, which is 2.7 g/cc. Lower density can be contributed to remaining voids, inadequate compaction, and sintering.
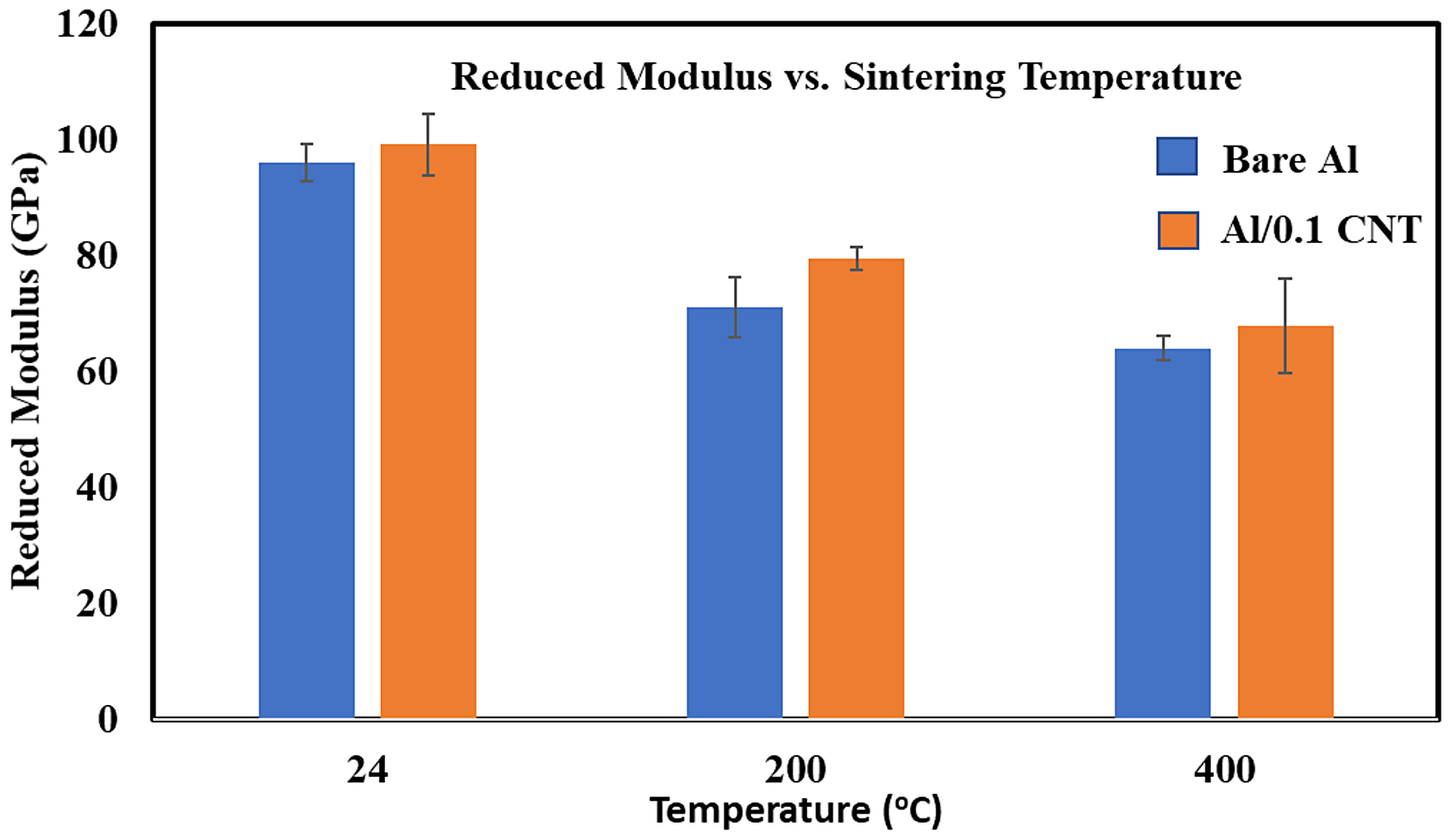
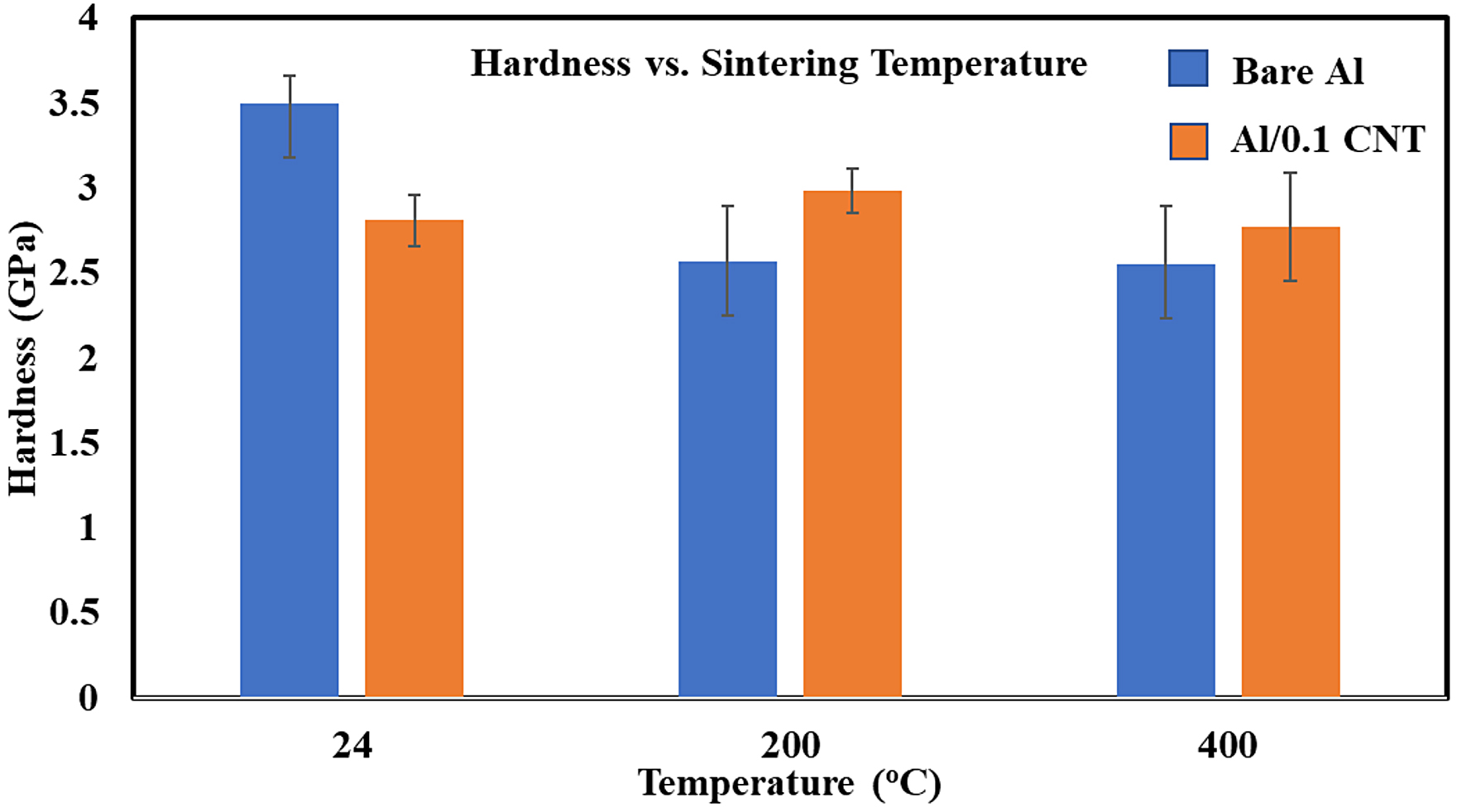
For conventional sintering performed in a vacuum, the reduced modulus of bare aluminum decreased with increasing sintering temperature. A similar trend was observed in Al/0.1% CNT matrix, as shown in Figure 3. Such a phenomenon is attributed to pellet matrix relaxation and release of CNT’s residence stress during sintering at lower temperature. However, the Al/0.1% CNT matrix had a higher reduced modulus at all temperatures compared to bare Al, which attests the added benefit of CNT as it shares load and transfers stress during loading. CNTs are effective in load sharing by the virtue of their size, distribution, and unique larger aspect ratio. Nanohardness of bare Al matrix decreased with increasing sintering temperature, as shown in Figure 4. Nanohardness of Al/0.1% CNT matrix slightly increased for 200oC sintering but decreased at 400oC. Remarkably, nanohardness of the nanocomposites sintering at 200oC and 400oC were higher than that of bare Al. The 0.1% CNT reinforced matrix showed an increased thermal stability at higher temperature leading to higher nanohardness and higher reduced modulus compared to bare Al. Uniform distribution of CNT in the matrix and chemical bonding of CNT with Al that led to formation of aluminum carbide (Al4C3) nanoprecipitates boost the overall performance of MMNC. These carbides provide added thermal stability and increase strength by precipitation hardening mechanism. Though nanocomposites have higher tensile strength, they tend to have lower ductility, with a brittle-type fracture mode. Typical fracture mode in MMNCs are CNT pull out, and they fracture along carbide distribution sites.
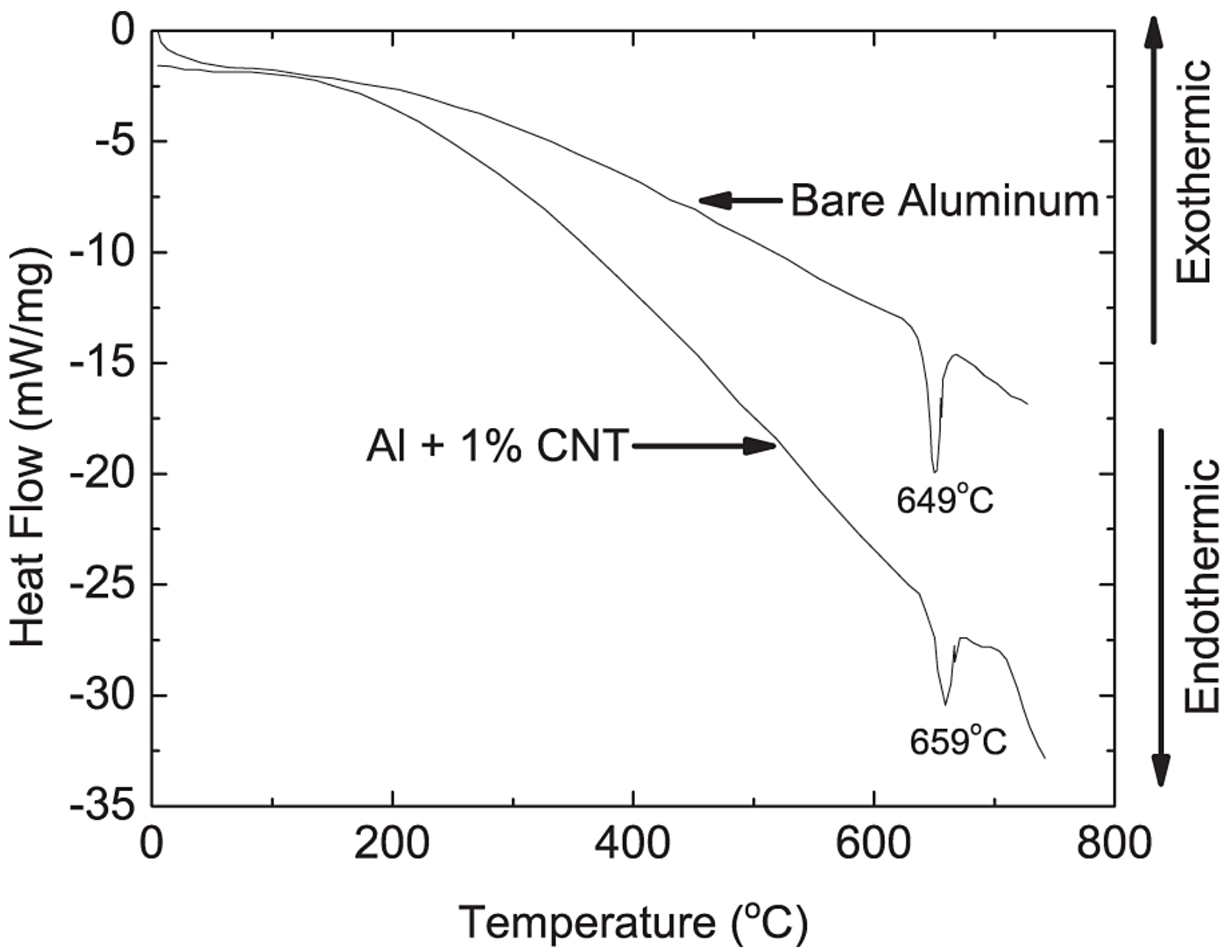
Differential Scanning Calorimetric study was performed on bare aluminum powder and Al/1.0 wt.% CNT. The bare aluminum had a melting temperature of 649oC, while the Al/1.0% CNT MMNC had a melting point of 659oC, as shown in Figure 5. The shift in the DSC curve indicates an increased melting temperature of the nanocomposite. Even though both melting points are lower than the melting temperature of pure Al, a lower melting point is due to the impurities present in Al powder. The thermal property of a composite depends on existing porosity, processing temperature, fraction and distribution of reinforcement, density of the composite, and presence and distribution of nanoprecipitates.








 general practice for CQI-9 and AMS2750E")





 steels")