








Modeling and simulation have become an important part of the design and manufacturing toolbox. Modeling and simulation are used in forging, casting, machining, forming, and heat treatment. To be successful, an understanding of the data needed is necessary to execute a successful model or simulation. Once the proper boundary conditions and properties of system have been established, an accurate model can be achieved.
Focusing on heat treatment, the basic process is austenitize, quench, and temper (Figure 1).
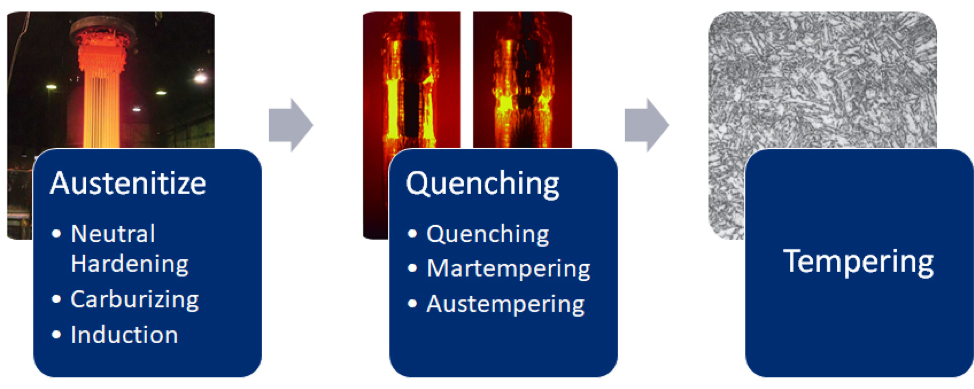
The austenitize step can be a simple through hardening step or it could be a complicated carburizing or carbonitriding cycle. Quenching could be in different quenchant, such as gas, oil, or salt, and be either martempering, austempering, or standard quenching. Tempering is generally straightforward but may have single or double tempering. In each one of these processes, there is data needed to properly calculate the resultant properties, microstructure, and residual stress.
Properties needed
The properties needed to properly model and simulate the heat-treating process are summarized in Figure 2. There are three main areas where properties are needed: metallurgical, mechanical, and heat transfer or thermal.

Metallurgical
Metallurgically, data is needed regarding phase transformations. This is the basic information that is published in the Continuous Cooling Transformation (CCT) diagrams. It is the rate at which the different phases (ferrite, pearlite, and bainite) form for diffusive type of transformations, and the driving force for the non-diffusive martensitic transformation. This data can be measured directly or calculated from chemical data (JMATPro or similar). This data is needed as a function of temperature.
Much of this data is either determined by metallurgical examination using a Gleeble or can be calculated using software. Measured data is always preferred of calculated data.
Mechanical data
Mechanical data are the elastic and plastic strains and stresses that occur as the part is quenched. For instance, there is a volumetric change that occurs as austenite transforms to martensite. There are also other volume changes that occur as austenite transforms to ferrite, pearlite, and bainite. There are also the thermal stresses and strains that occur as the part changes temperature.
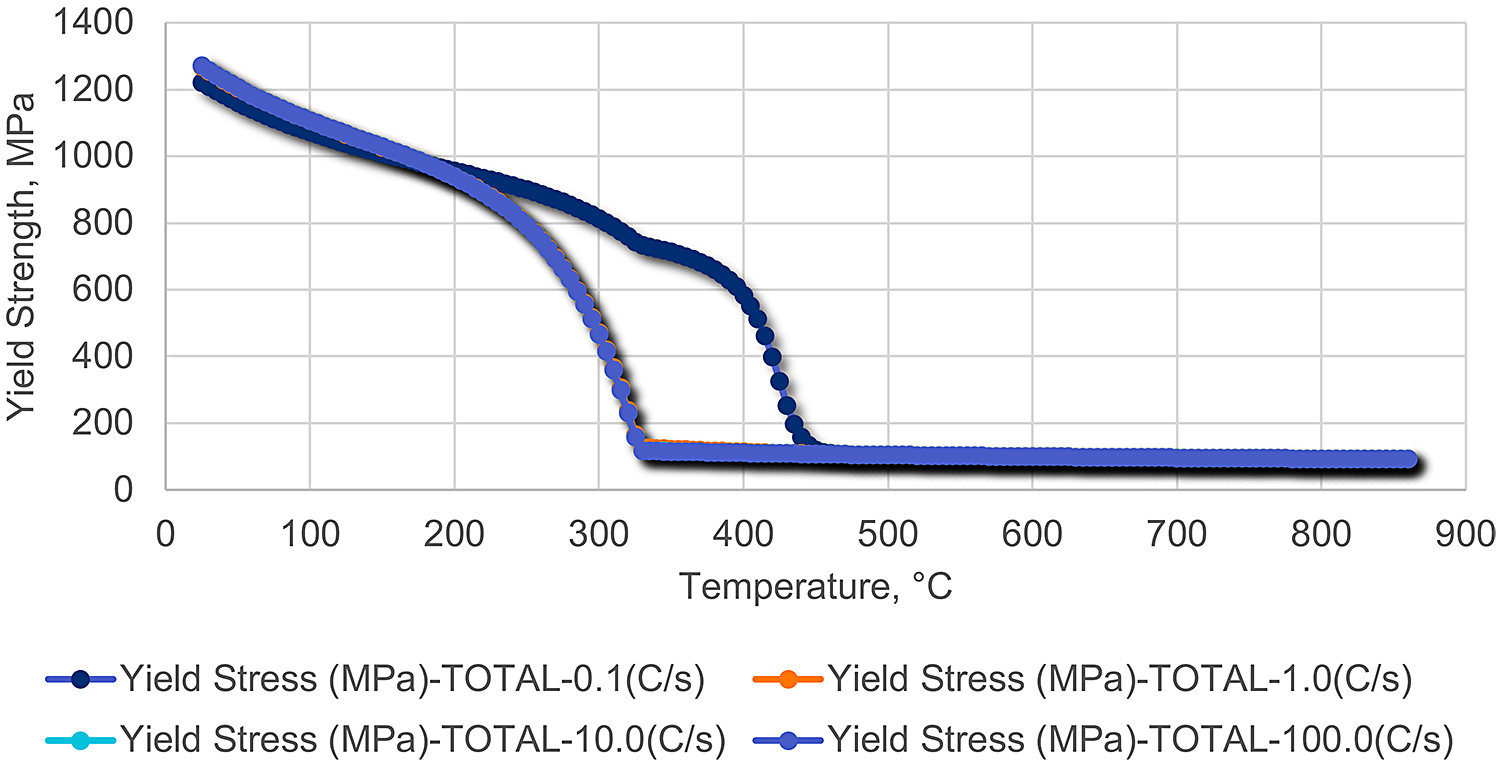
The strength of a material changes as a function of chemistry and temperature. Poisson’s ration, the Shear modulus, Bulk modulus, and Young’s modulus all change as a function of quench rate and temperature. These values are critical for calculating the elastic and plastic stresses and strains that occur within a material. The tensile strength and yield strength will change as a function of temperature and quench rate (Figure 3). This data is critical for a proper calculation of the strength and residual stresses present in the alloy after quenching.
Heat transfer or thermal properties
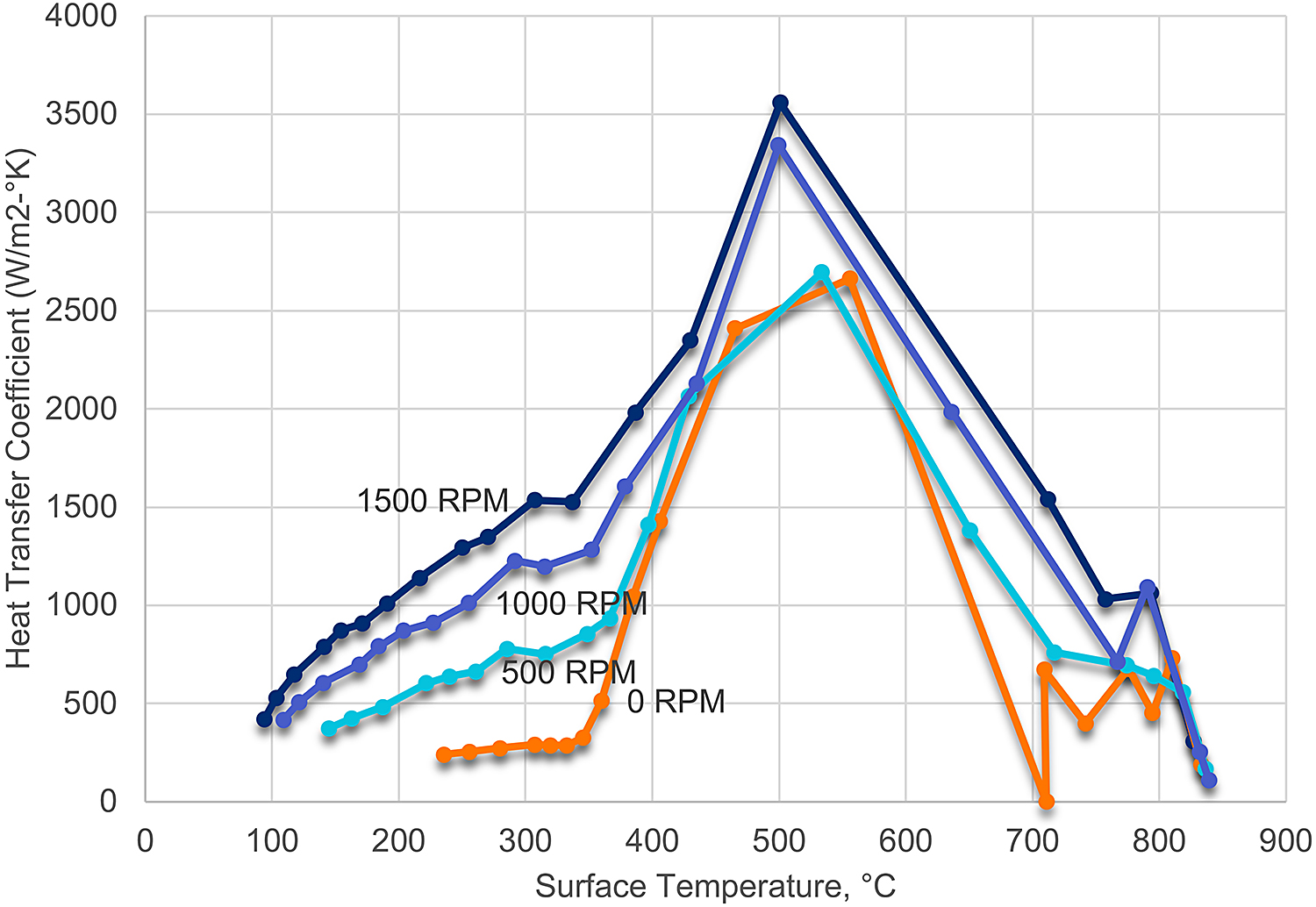
The heat-transfer data establish the boundary conditions for the calculation. It is a function of many different properties, and varies as a function of time, agitation rate, surface temperature, and position. An example of the variation of the calculated heat transfer coefficients as a function agitation rate is shown in Figure 4.
Besides the change in heat transfer as a function of surface temperature and agitation rate, the agitation rate changes spatially along the surface of the part. To understand how the agitation rate or velocity changes as a function of position, a Computational Fluid Dynamics model is usually performed, or the flow is examined experimentally. Properties needed (as a function of temperature) for the fluid include density, dynamic viscosity, and thermal conductivity. Properties also change as to whether it is a gas or a liquid for a quenchant. Gases are easier, as it is a single phase throughout the entire quenching process.
Similar data is needed for the part. In the part, the thermal data can also change as a function of quench rate. There are also the complications of the latent heat of transformation for the various phases present. In addition, the thermal conductivity also changes as a function of quench rate. Data needed for the part is density, thermal conductivity, enthalpy, specific heat, and the latent heat of formation for each of the expected microstructures.
Where to find the data?
Luckily, the physical property data, at least for thermal conductivity, does not change much as a function of chemistry. However, it does change as a function of the microstructure present and quench rate. Data for the alloy of the part can be calculated using JMATPro or similar software. While this calculated software is good, it is not as good as experimentally derived properties. Unfortunately, getting accurate Gleeble or similar data as a function of temperature is expensive.
Fluid data is much more difficult to obtain. It often is not available from the quenchant supplier and must be measured. Some textbook data can be used as a first approximation, but the accuracy will suffer. Water is well documented and measured, and the data is available from steam tables or similar.
Conclusions
In this short article, the necessary property data is described to create a model or simulation of the heat-treating process properly and accurately. Unfortunately, not all the data is readily available, and must be measured. This is particularly true of fluids.
Should you have any comments or questions regarding this brief article, or suggestions for further columns, please contact the author or the editor.







 general practice for CQI-9 and AMS2750E")





