







Lining iron and steel furnaces is critical to extend the life of the furnaces and to protect the purity of the metals being heat treated. Therefore, choosing the best material to meet these needs is critical. For many years, the primary material choice for the industry has been refractory ceramic fiber (RCF), which can withstand the extreme temperatures within the furnace and has a strong resistance to pollutants.
However, RCF has environmental, health, and safety (EHS) concerns. After numerous studies, RCF was classified as a category 1b carcinogen in Europe and is considered a substance of very high concern (SVHC) under Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH).
There is mounting pressure from European legislators to find safer alternatives, “Under the Carcinogens Directive, where technically possible, substitutes to RCF should be used.” RCF is currently under consideration for further regulation in Europe, which will make the use of RCF more difficult with constraints and stringent controls likely to come into force in the near future.
This is compounded by the increasing commitment of major industrial companies and trade associations to improve green standards, placing the onus on the fiber industry to find alternatives that match the performance of RCF without adverse effects.
Backed by more than 10 years of research and development and more than 30 months in trials at customer furnaces, The thermal ceramics business of Morgan Advanced Materials has developed Superwool® XTRA, a material that delivers the performance of RCF without the inherent EHS risks associated with it.
Reinventing RCF
Since the 1990s, the Superwool® brand has been a mark of quality in creating low bio-persistent (LBP) fibers that minimize health risk to furnace installers, operators, and other factory employees. Morgan has achieved major advances in the performance of LBP fibers through Superwool® HT™ and Superwool® Plus™ fiber grades. The evolution of the Superwool® family of materials has been recognized with the Queen’s Award for Enterprise: Innovation (2003), as insulating fiber experts have continued to innovate to meet — and anticipate — market demand.
This demand is now for a material that balances the performance of RCF with more stringent environmental safety needs. This is a significant challenge, because RCF has strong characteristics that make it ideal for use in chemical processing, iron and steel processing, and ceramics factories. For example, RCF is very resistant to attack by alkali-based pollutants, a key characteristic that needs to be considered when developing a viable alternative.
That’s why, in recent years, the focus at Morgan’s Fibre Centre of Excellence in Bromborough, U.K., has been to challenge the assumptions in LBP chemistry. Rather than continuing to make marginal gains in LBP performance, Morgan Advanced Materials flipped its approach and revisited the RCF itself. What the industry wants is an RCF equivalent that has low bio-persistence, so that’s how development has been approached.
Superwool XTRA is an alkali metal silicate fiber especially combined to deliver the optimum combination of RCF and LBP properties.
A different fiber
Superwool® XTRA delivers the strength that industrial applications need, both in terms of its resistance to high temperatures and pollutants, but also its improved EHS credentials.
With a classification temperature of 2,642°F (1,450°C), Superwool® XTRA offers a performance equal — and in many cases superior — to RCF. The fiber is unusual in that it expands when heated up to close shrinkage gaps at high temperatures. This is reversible, so when it cools down, the shrinkage gaps return and are visible. Once heated again, it expands and once again closes the gaps.
This means there is no reason to fill the shrinkage gaps with blanket — the normal practice for RCF. With a 2-percent shrinkage, open gaps with RCF normally require an installer to fill these gaps with thin blanket. This is not only time-consuming, but more material is required, adding to the overall cost.
In terms of EHS qualities, Superwool® XTRA is exonerated from any carcinogenic classification under nota Q of directive 97/69EC.
A key benefit is that Superwool® XTRA does not form crystalline silica, a common by-product when many refractories are heated to high temperatures. Having a fiber that produces no crystalline silica is a major breakthrough for the industry, which enhances EHS compliance.
Tested extensively
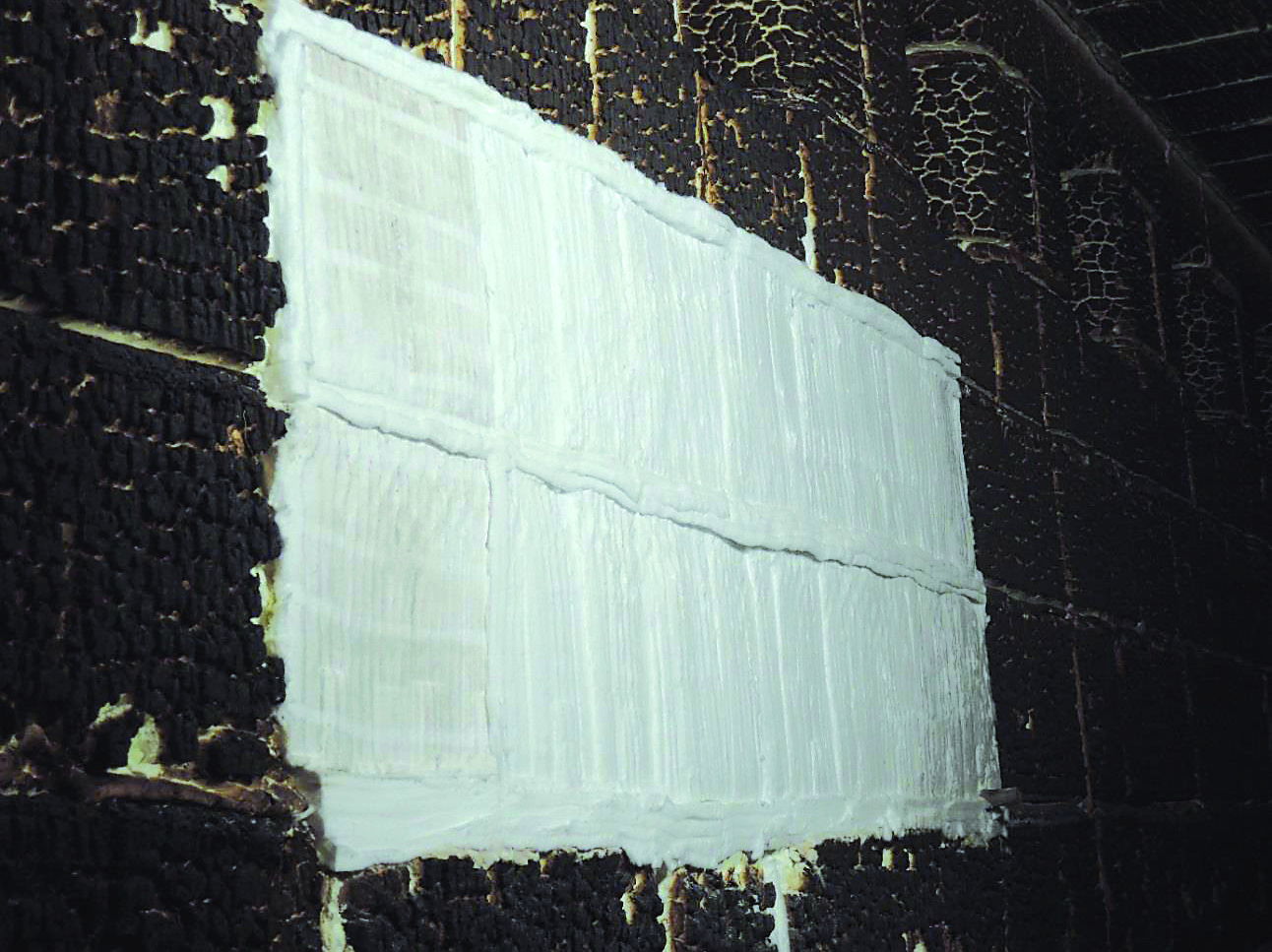
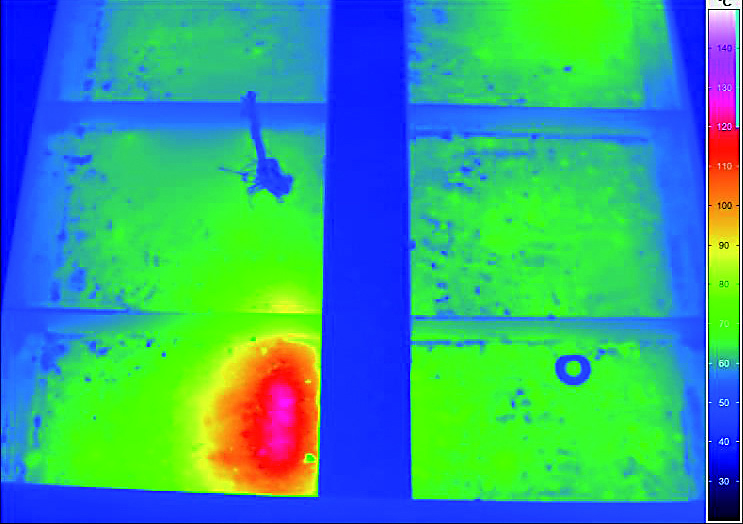
Superwool® XTRA has been extensively tested by Dillinger, at its mill for heavy plates in Germany. At the mill, as well as the pusher type furnaces used for slab reheating, three shuttle kilns are existing for ingot reheating and for support of the pusher type furnaces on maintenance or heavy load. This environment was chosen for testing due to the high temperatures and high levels of impurities in their atmospheres, including sodium, potassium, iron, and chromium. Over time, these impurities weaken the lining, leading to high shrinkage and surface degradation. This, in turn, increases thermal conductivity and increases heat losses and often can damage the steel infrastructure of the furnace.
A small section of wall in shuttle kiln Number 2 was selected for an initial feasibility test, because the risk of any problems resulting in long downtime issues was considered low. Tested against the existing lining material used in this application, after six months of firing, Superwool® XTRA showed 50 percent less shrinkage compared to RCF. Where the existing lining material was hard, full of cracks, and had discolored noticeably to a dark brown, the surface of Superwool® XTRA remained softer, with no surface cracks, and there was little change in color. This proves that the material is outperforming existing RCF solutions in environments with high pollutant levels.
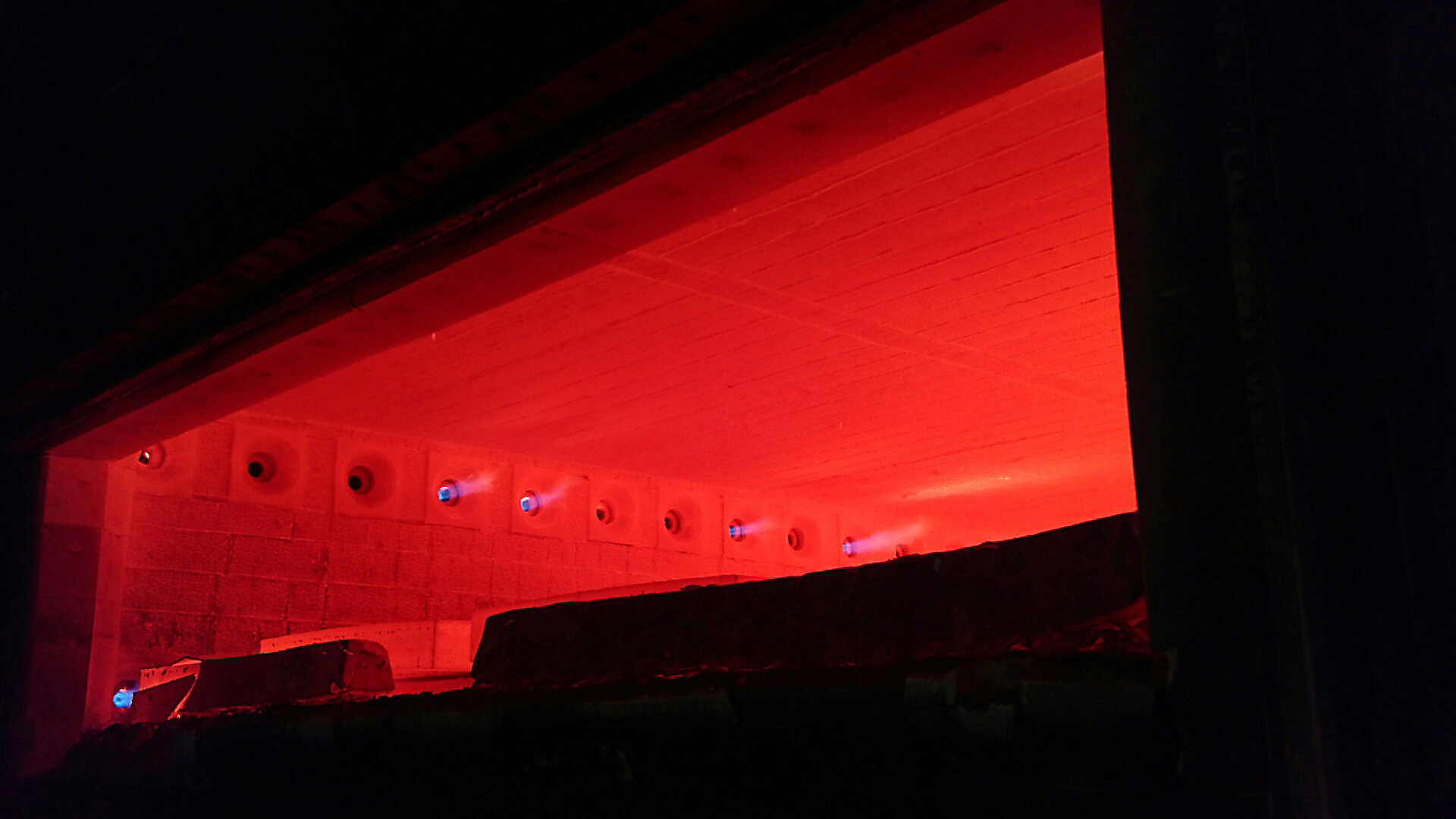
This success led the customer to reline half of the roof of shuttle kiln Number 3 for further testing, with similarly positive results. As a result, the customer decided to switch entirely to the Superwool® XTRA grade, for the benefit of both the non-regulated status of this product and its superior chemical resistance and shrinkage performance, relative to RCF.
The refractory maintenance department has since presented Superwool® XTRA to Dillinger’s EHS Department as a working alternative to RCF. The key message in its presentation is that Superwool® XTRA will reduce risk for workers, alongside reducing costs for installation, wrecking, and disposal. There are additional benefits in no-to-little maintenance for the filling of any shrinkage gaps, and no reduction in the insulating performance. As a result of this, Dillinger decided to set Superwool® XTRA as their new standard, replacing the formerly used Cerachem® Fibre.
This example confirms the potential of Superwool® XTRA. EHS concerns are an increasingly important driver in terms of meeting legislative compliance — and Superwool® XTRA offers exceptional performance alongside low bio-persistence and no formation of crystalline silica.
From a commercial standpoint, the bigger benefit of this breakthrough in LBP is that it matches — and even exceeds — the established performance of RCF. Superwool® XTRA is the future for applications requiring high temperature fibrous insulation.
















")


 general practice for CQI-9 and AMS2750E")




