







Process control can be defined as the ability to meet certain parameters over time using inputs from the process and controlling outputs for desired results. Today’s control and sensor technology makes much of this automated. With technology enhancements come more sophisticated controls to make better decisions. The decisions can be on the process itself, productivity, quality, and safety. Traditionally the inputs for a process were disconnected. Today more of these are being brought together to provide a more holistic view of decision-making.
For heat-treaters, inputs and control parameters depend on factors including heat-treating requirements, furnace type, sensor technology, controls, industry specifications and customer requirements.
PLCs, discrete microprocessor controls, and a hybrid of the two are what you see on most heat-treating equipment. Microprocessor controllers typically provide single or multiple PID control loops with expanded features such as event and recipe management. In many cases, the controllers are defined for specific processes or can be programmed to provide functionality for a specific process.
To get full use of the control technology, it is best to create an opportunity for repeatability and allow the level of flexibility that is necessary for the equipment and operation. A foundation for this is recipe control; a recipe is the step of the heat treatment process. It can be a simple ramp to temperature and a timed-soak; or a more complex process by which multiple temperature inputs, time, atmosphere, pressure and other variables need to be managed.
Incremental steps can be taken to put more automation in place and provide better access to information. Using recipe control to automate a nitriding, vacuum, carburizing, or even a simple temperature ramp soak, leads to greater chances of running the process correctly leading to repeatability. Automation of a process using programmable controls eliminates variations in process from shift to shift or operator to operator.
A recipe program is typically set up in advance to “step” through the process and automatically advance to the next step upon desired results leaves the controller in charge. Operators can be taken further from the decision process by implementing scanning technology so the recipe is automatically selected based on a Shop Card or Part Number. This reduces the chance for the wrong heat treat cycle and gets the parts heat-treated correctly the first time. Figure 1
Carburizing specifications have become more stringent requiring more precise control during heat-treating. Effective case specifications are tight and there is a heightened awareness related to the carbon gradient on finished parts. There are many reasons influencing the tighter requirements but years of experience along with technology and data analysis gives manufactures more tools to evaluate field results and dial in required carburizing results.
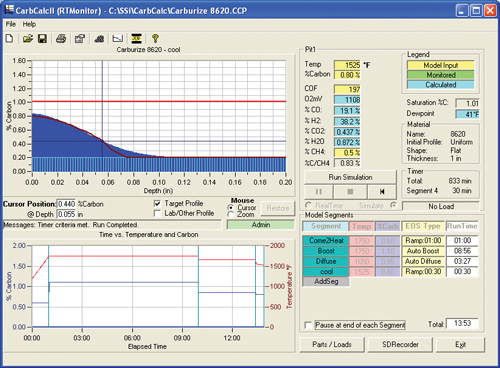
To minimize the total time to carburize to a given case depth, processes are developed using a boost-diffuse methodology. The boost phase of the program/recipe is setup to introduce a high carbon potential at a high temperature. The high carbon potential produces a significant buildup of carbon on the part and using the higher temperature, it increases the carbon activity, developing a deep case. The diffuse step, which typically immediately follows the boost phase, is a lower carbon potential and typically a lower temperature. This decreases the surface carbon and allows the carbon to diffuse deeper into the part. The combination of these processes produces a controlled carbon gradient to deliver the correct properties in the part.
In order to perform a boost diffuse cycle, proper furnace controls must be used to control atmosphere, temperature and time. Most furnaces today are equipped with in-situ atmosphere equipment to ensure that the desired carbon potential is met during these steps. It is also helpful to have an automated recipe programmable controller that can manage both temperature and carbon set points along with the specific time at each step.
Software applications, such as carbon profile modeling programs, provide a predictive approach to minimizing the time in a furnace. This is accomplished by using simulation to determine the most optimal process to meet the desired metallurgical results. Today, control technology and simulation are brought together to deliver precise control with the highest level of accuracy. Modeling software can be used not only to come up with the best boost diffuse model, but it can be used to control the process. When defining the desired carbon gradient, the programmable control uses this carbon curve as the direction. Computer modeling will provide you with the proper times for boosting and diffusing leading to a program (recipe), which is best suited to delivering the desired results.
Many heat-treaters of gears are looking for ways to improve process control to provide more repeatable results. The management of digital and analog inputs to achieve a desired result can be accomplished using many different types of instruments or manual processes. Process automation is the system put in place to minimize human labor, error and variation with mechanical and/or electronic equipment.













 general practice for CQI-9 and AMS2750E")






{kind=link}