







Hardness testing is a simple and universally accepted practice for checking induction hardened parts and is performed in literally thousands of manufacturing facilities. There are trained metallurgical professionals who have spent years studying and training in this art. However, these days many new users are given only the basics during a quick-show-and-tell; this article is intended for these up- -and-coming heat treaters or quality engineers.
Many different factors affect the results of a hardness check for induction hardened parts. In the author’s experience, many times incorrect misleading readings are the result of poor testing practices that violate basic rules. In many cases, good parts are discarded or scrapped; they meet the hardness requirement but have been poorly prepared or tested. By following these few simple rules, accurate hardness readings can be obtained:
- Always use a hardness tester that has been serviced and has a calibration sticker from an approved outside vendor.
- Daily use a test block to verify hardness readings. Never use a test block on both sides. It is intended to be used on one side only, and diamond marks on the bottom side facing the anvil will cause incorrect readings.
- Weekly, remove and inspect the diamond or ball and be sure it appears well seated. Make sure no chips are present. Chipped diamonds tend to read high; flattened balls tend to read low. An inexpensive 10X jeweler’s eye loupe works best.
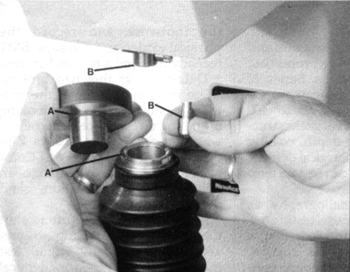
- Disregard the first reading, even if it is good, as the indenter and anvil are seating themselves. This also applies when changing an indenter, anvil, test block, or work piece. Wipe the anvil areas with a clean cloth when changing. (Figure 1)
- Take three to five tests on a block in the hardness range to be used. The average result must fall within the ASTM E18 verification chart.
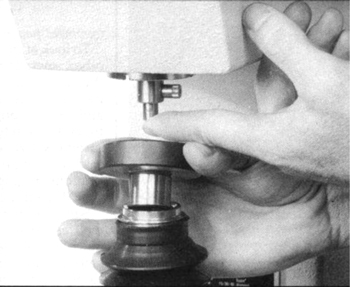
- When changing an anvil or indenter, place one finger over the tip of the indenter to prevent accidental bumping. Get into this habit and you will prolong the life of the diamond indenter. (Figure 2)
- Never check hardness closer than three indentions widths from each other. The test actually causes a work hardening on the adjacent surface close to the original indentation.
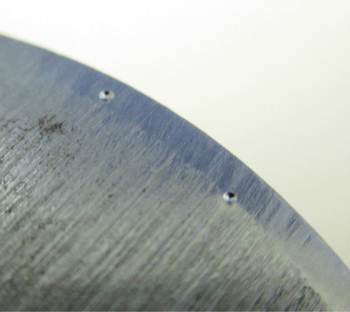
- Place indentations no closer than three diamond mark diameters from the edge of a work piece-any closer, and your readings will be low. (Figure 3)
- Consult ASTM E18, which shows minimum induction case depths that are needed to hold and give a correct reading. On the HRC scale, an example of a shallow case depth of .030” minimum is needed to hold a 60 HRC reading. Any shallower case depth will yield a soft reading. Change the scale to A or N for shallow case readings.
- During testing, the work piece must not move under load. Proper fixturing and or clamping must be used to ensure rock solid support. Any motion whatsoever will cause low readings. Any motion of the work piece, no matter how tiny, will yield an incorrect reading.
- The work piece must have scale, dirt, and oxidation removed before testing. Scale and oxidation is like a dead skin and will cause a lower reading. Sand paper, Scotch Bright, or a sanding stone must be used to remove the scale/oxidation before a surface test can be attempted. Be sure and wipe off the sand, as the surface to be tested must be clean. Attempting to take hardness readings through metallic scale will usually yield softer, than actual hardness, readings.
- A smooth surface on both sides is required to get accurate readings. Workpieces with tooling and chatter marks will yield incorrect readings (Figure 3 Show a poorly prepared surface).
- When checking cylindrical parts, do not face a previous diamond mark downward toward the anvil, as the mark will cause a microscopic movement and a resultant low reading. Add cylindrical correction factors if necessary.













 general practice for CQI-9 and AMS2750E")






{kind=link}
{kind=link}
{kind=link}