








In this column, we will discuss the workhorse of the steel heat-treating industry – the integral quench furnace.
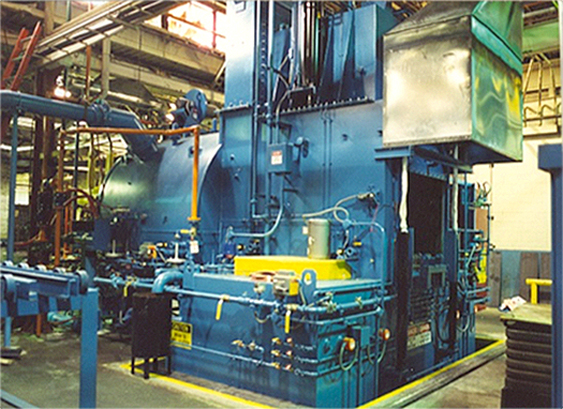
The integral quench furnace, or sealed quench furnace (Figure 1) is the work horse of the heat-treating industry. It is found in all parts of the world, heat treating everything from tiny fasteners to large wind turbine gears.
The integral quench furnace consists of three different chambers: the vestibule, hot zone, and quench tank. Doors are located at the entrance of the vestibule (outer door) to allow parts to be placed inside or extracted. Another door, located between the vestibule and the hot zone (inner door), allows work to be moved into the hot zone. Optionally, an upper chamber is located above the vestibule to allow work to be slow-cooled instead of quenched.
The vestibule is typically not insulated but constructed of thick steel plate. The outer door is also constructed of thick steel plate (usually 12.5 mm or thicker). At the entrance of the door, there is a series of flame safety equipment and a flame curtain to minimize the amount of oxygen that enters the furnace when a load is entered or extracted from the vestibule. This flame curtain ignites whenever the front door is opened and extends the full width and height of the outer door.
The hot zone of the furnace is fully insulated to withstand the high temperatures used in austenitizing or carburizing steel (750-1,100°C). High-temperature alloy grids or rollers allow the workload to move into the hot zone. Alternatively, high-temperature refractory skid plates are used to support the workload. The inner door is fabricated with steel plate on the outside and refractory on the inside. This allows the door to be fully protected. The inner door does not make a complete seal between the hot zone and vestibule to allow the furnace atmosphere to fill both zones. This is done for safety reasons and to prevent oxidation of parts in the vestibule.
The quench tank of the integral quench furnace contains the quenchant, and supplies agitation through a series of agitators, usually located on either side of the quench tank. The size of the quench tank is generally designed so that the temperature of the oil will not increase more than 30°C for the maximum allowable furnace load. The quench tank is designed to have adequate free board for the immersion of the workload and have an overflow should the height of the quench oil be too high. This freeboard is usually 15-20 cm below the level of the hearth of the hot zone. This overflow is designed to prevent the quench oil from entering the hot zone, and to allow for expansion of the oil as it is heated.
The sequence of operations of an integral quench furnace is explained referring to Figure 2.
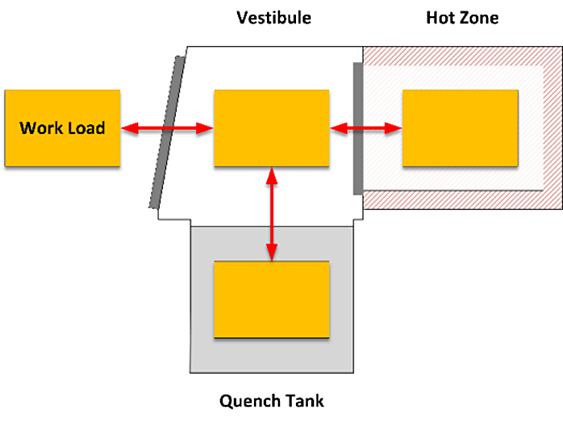
Once the furnace workload has been assembled, and is ready for heat treating, it is usually placed on an automatic loader or tray in front of the furnace. The outer door is opened, and the flame curtain initiates. The workload is pushed through the flame curtain, onto an elevator in the up position. The inner door then closes. Once the workload is in the vestibule, it can sit for a short period of time to allow any residual oxygen that entered with the workload to dissipate.
The inner door opens, and an automated chain extends from the hot zone to pull the workload into the hot zone. The inner door then closes. The workload is heated to the desired process temperature and soak at that temperature for the desired amount of time (typically one hour per 2.5 cm of thickness). If the load is carburized, longer times are required to achieve the necessary case-depth.
Once the load has been soaked at temperature for the desired length of time, the inner door opens, and the load is pushed onto the elevator in the vestibule. The inner door closes, and the elevator is lowered into the quench tank. As the inner door closes, an atmosphere collapse occurs due to the removal of the heat from the hot zone. Because of this atmosphere collapse, a nitrogen purge or high atmosphere flow is initiated. This provides a positive pressure in the vestibule and prevents oxygen from entering the vestibule from the outside. This is critical. The atmosphere used in atmosphere furnaces is explosive below 750°C, so excluding oxygen is extremely important to prevent the outer door from being forcibly thrown from the furnace. Explosive vents are usually provided on the vestibule, as well as retaining locks on the door to prevent this from happening. Use of nitrogen purges and high atmosphere flow prevent this from occurring.
Once the load has entered the quench, fumes from the quenching operation escape from the furnace and are withdrawn using large hoods above the furnace. The oil fumes are vented in some fashion to the atmosphere, after particulate and oil fumes are filtered from the exhaust. Because oil fumes can condense in the hood and associated vents, it is important that the hood and vents be routinely cleaned to prevent the accumulation of condensed oil and potential fires.
The load is kept in the quenchant for the desired time until the load is at the desired temperature. The elevator is moved up to the unload position, and the workload drains off excess oil for about 20 minutes. This is important to minimize drag-out of the oil from the quench tank. Once the workload has adequately drained, the outer door is opened, and the flame curtain initiated. The load is then extracted from the furnace through the flame curtain. Often, residual oil on the workload can ignite for a short period of time. This is another reason why it is so important to allow the furnace workload to properly drain. Residual accumulated oil and sludge on the loader can also catch fire if not kept clear of oil and debris. Proper maintenance and housekeeping will go a long way in preventing fires.
Conclusions
In this column, we have described the integral quench furnace and how it works. We also described some hazards associated with the use of integral quench furnaces.
As always, should you have any comments on this article, or have any suggestions for further columns, please contact the author or the editor.







 general practice for CQI-9 and AMS2750E")




