








Hardenability is the property of a material to deeply harden, and not the ability to get hard [1]. This basic concept has driven much of the research in carbon and alloy steels since the 1920s. It is this concept that has enabled the development of high alloy steels such as SAE 4340 for high strength applications.
When the basics of hardenability were being developed, most steels were commonly produced by an open-hearth furnace, fed by a blast furnace. The molten steel was poured into ingots, where it was then hot-rolled, or forged into billets. Today, 65 percent of steel in the U.S, Japan, Europe, and Brazil is produced by electric arc furnaces, while in the rest of the world only about 35 percent of steel is produced in an electric arc furnace. The balance of the steel is produced by traditional blast furnaces and Basic Oxygen Furnace (BOF) [2]. The advantage of EAF technology, is that it allows nearly a complete charge of steel scrap, and can be turned off when not required due to market forces. Detailed specifications for the types of scrap to be safely used in electric arc furnaces have been developed [3]. Individual companies create individually tailored specifications.

Scrap steel is steel that has been recycled. At present, approximately 86 percent of steel is recycled [4]. This could be recycled cars, offal from cutting or shearing operations, or steel packaging. This steel scrap can be a mixture of different alloys and product forms. This means that instead of steel that contains only iron, carbon, silicon, and manganese, there may be tramp elements of nickel, chromium, and molybdenum.
Effect of Tramp Elements on Hardenability
During the 1930s and ’40s, when the concepts of hardenability were being developed, most steels were commonly produced in an open-hearth furnace, fed by a blast furnace. The simple steels like SAE 1045 only contained iron, carbon, silicon, and manganese. It is these steels that many of the original Time-Temperature-Transformation and Continuous-Cooling-Transformation diagrams were developed. However, technology changed. More alloys are created using greater scrap content. This means that there are additional residual or tramp elements of nickel, chromium, and molybdenum now present in very simple steels. What is the impact of these residual elements on the hardenability of the steel? In this case, we examine two steels – one produced in the middle of the last century, and one that is produced today. The typical chemistries are shown in Table 1.
This assumes that both of these steels are fine-grained, with an ASTM grain size of 8. The amounts of additional tramp elements are very small – less than 0.4 percent. How likely are these elements to change heat-treatment response?
Using JMatPro [5], the Jominy curves of the two compositions shown in Table 1 were calculated. The results are shown in Figure 1.

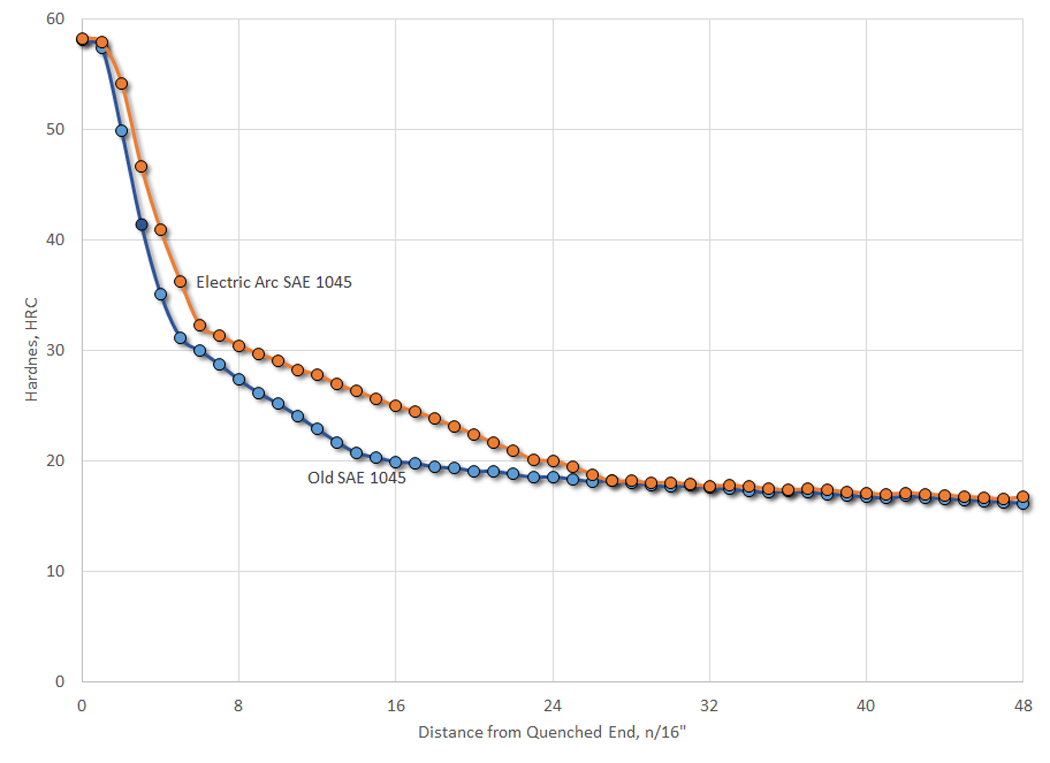
As can be seen, the SAE 1045 with the minor amounts of tramp elements has a greater hardenability than the traditional SAE 1045. The transformed hardness of the modern SAE 1045 is much harder at all distances from the quenched end up to J=30.
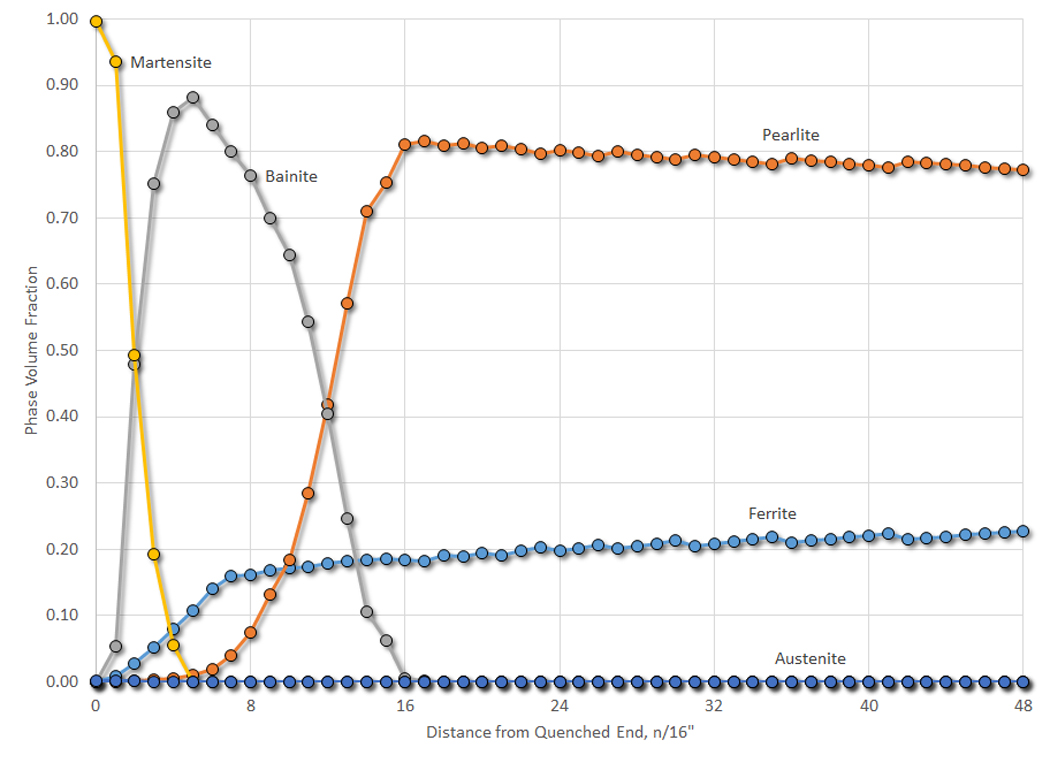
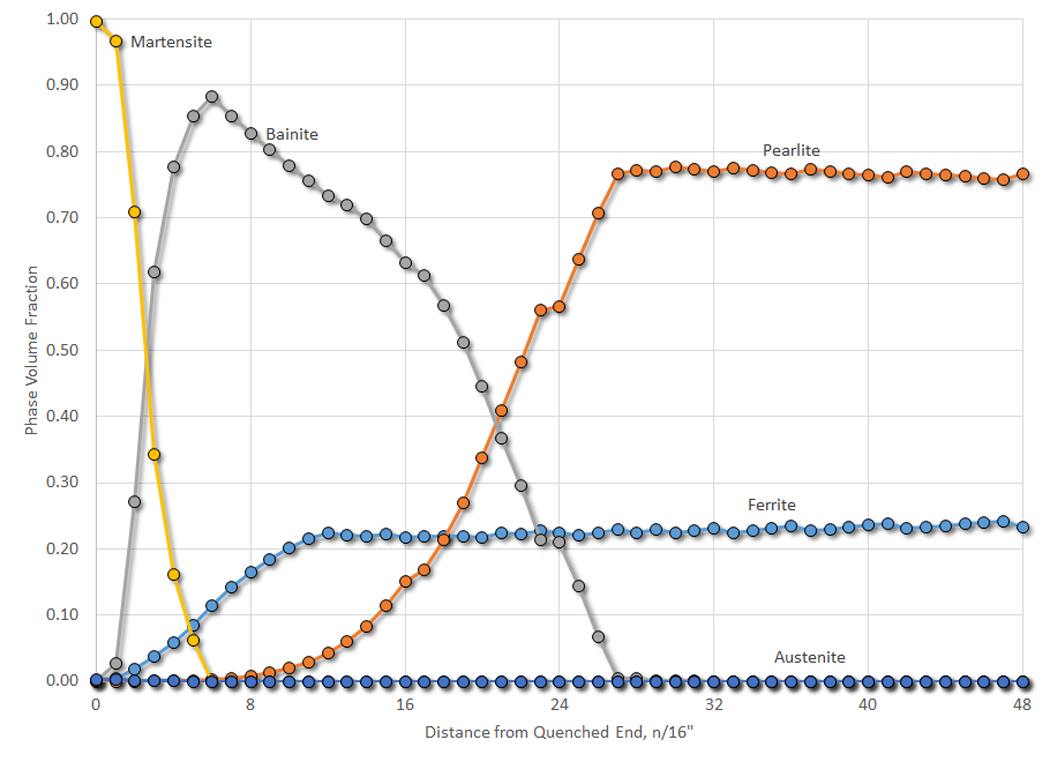
Comparing the phases present along the length of the Jominy End Quench bar, the differences are more dramatic. In the traditional SAE 1045, the 50 percent martensite fraction occurs at J = 3, and pearlite tends to dominate at J = 12. In the SAE 1045 produced by an electric arc furnace, the 50 percent martensite fraction is at J = 3.5, and pearlite dominates at J = 21. There is a great deal more bainite in the modern 1045 than the traditional SAE 1045. This contributes to greater hardness, at greater depth. This comparison is shown in Figure 2.
Looking at the results of the Jominy End Quench, it can be seen that there is a distinct difference in the response during quenching. How does this translate into the real world? Taking a medium speed, general purpose quench oil (Houghto-Quench G), with a moderate cooling curve, what would be the differences observed?
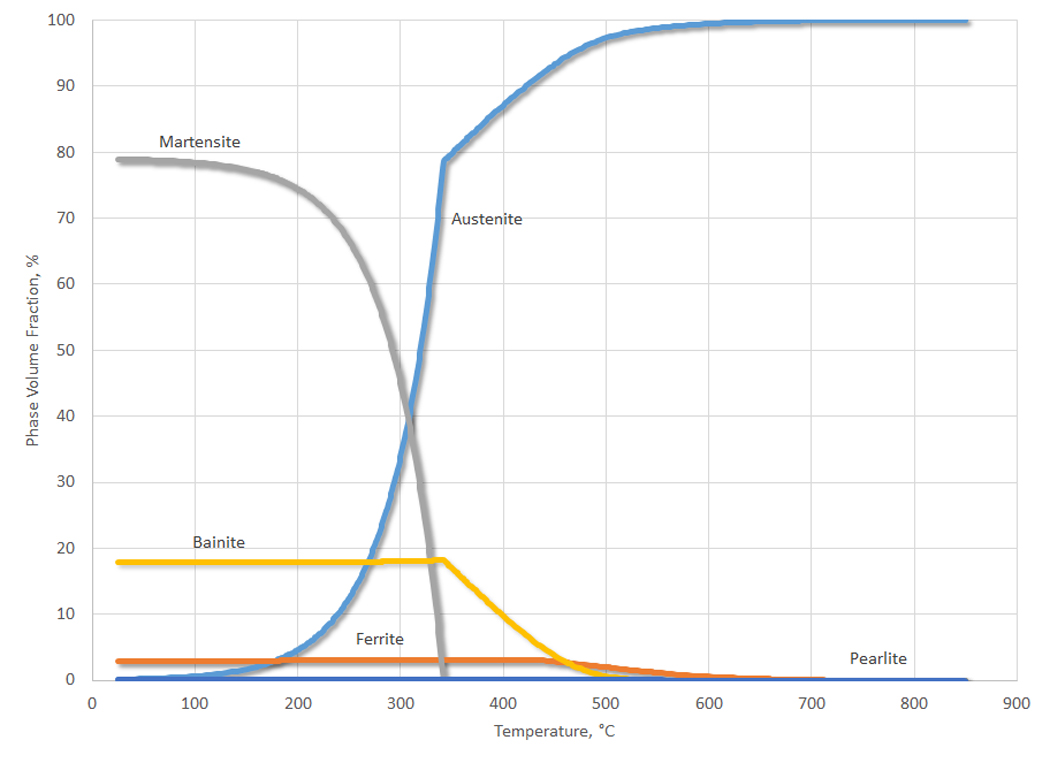
Using the “Quench Properties” of JMatPro, a specific time vs. temperature curve can be input, and the hardness and microstructures can be calculated. The results of these calculations are shown in Figure 3.
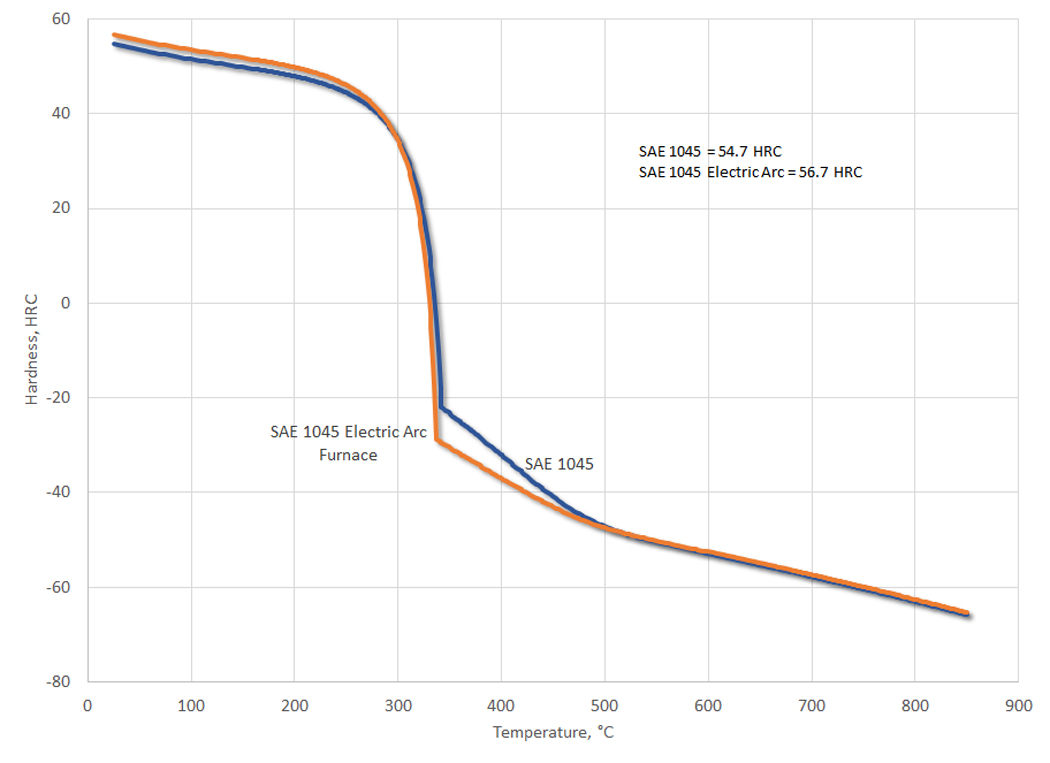
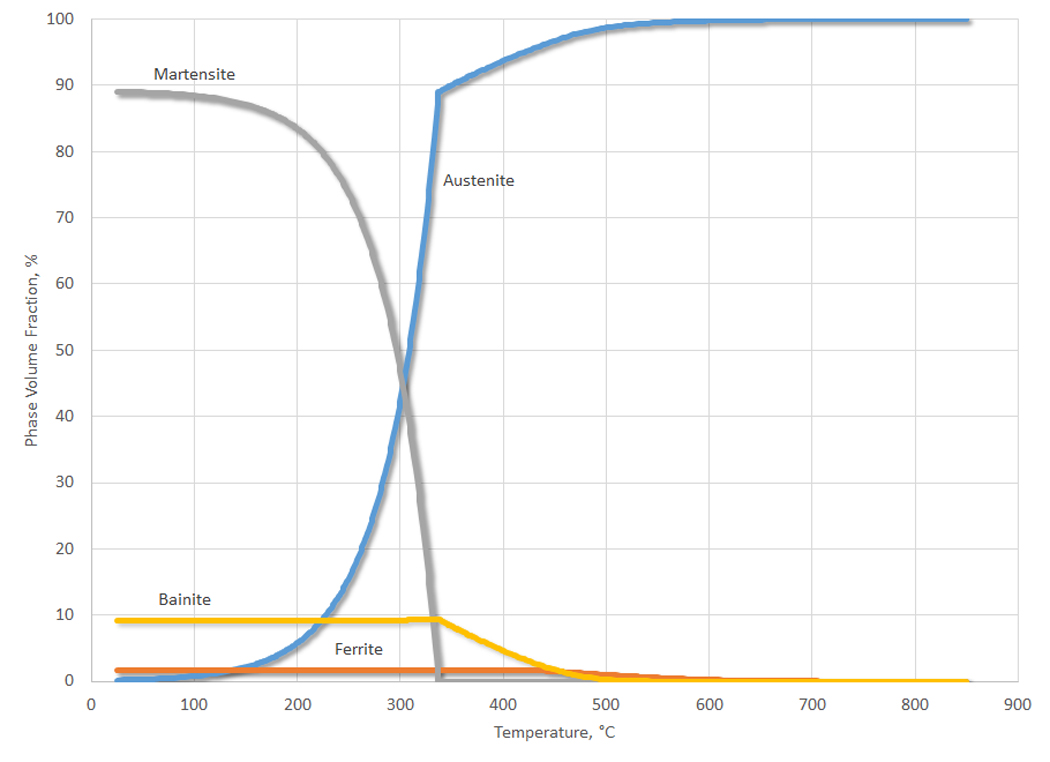
In Figure 3, it shows that the responses are similar. However, the traditional SAE 1045 is 2 HRC softer at the surface than that of the electric arc furnace SAE 1045. This difference is small, but can be significant, for instance, when trying to achieve a specific case hardness during induction hardening, or when neutral hardening. The reason for the hardness difference is the fraction of phases present. In the case of the traditional SAE 1045, there is 79 percent martensite present, 18 percent bainite present, and approximately 3 percent ferrite present in the as-quenched microstructure. In the SAE 1045 EAF, there is 89 percent martensite present, 9 percent bainite present, and 2 percent ferrite present (Figure 4). This increased martensite fraction, when tempered to the same hardness, will achieve better fracture toughness than the traditional SAE 1045. In all, the EAF produced 1045 will have better response to heat treatment than a traditional SAE 1045.
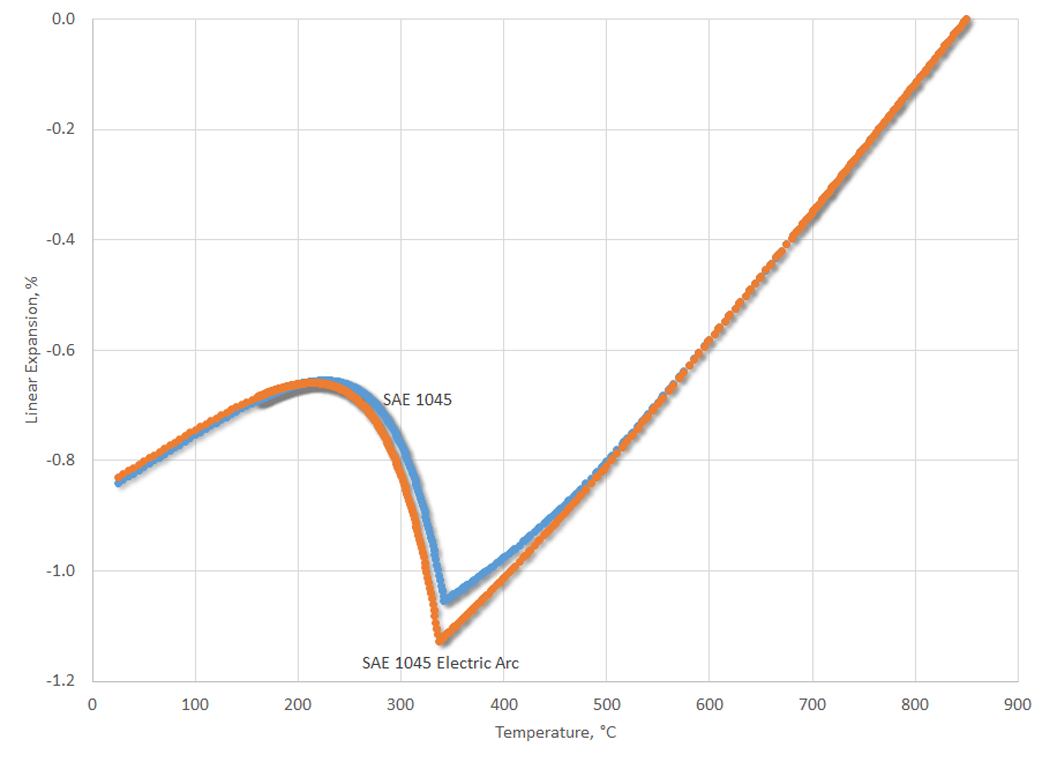
From a distortion perspective, looking at the calculated linear expansion (similar to that measured by a Gleeble apparatus), the traditional SAE 1045 will exhibit less distortion during quenching than the EAF-produced SAE 1045 because of the lower fraction of martensite produced. There is a greater expansion during transformation to martensite (Figure 5). However, the end expansion is the same. Improvements in racking and fixturing are likely to be able to overcome these differences.
Conclusions
In this short discussion, the effect of tramp elements on the hardenability of a simple SAE 1045 has been shown. These tramp elements of Ni, Cr, Mo, and Cu increase the hardenability, but also increase the potential distortion of a part during heat treatment. These elements are due to the increased amount of scrap used in electric arc furnaces used for producing the dominant amounts of steel in the U.S., Europe and Japan.
Manufacturing is global. Identical parts can be produced at multiple locations around the globe. Steel is produced by many different methods, depending on the location. Developing countries such as China and India rely predominantly on blast furnace and BOF steels. It is these tramp elements that are missing in blast furnace and BOF steels that can explain the different response of identical parts process using the same manufacturing process, using ostensibly the same steel. Differences in heat treatment response and core hardnesses using the same grade of steel have to be understood and compensated for to achieve a consistent manufacturing product.
Should there be any questions regarding this article, or suggestions for further articles, please contact the editor or the author.
References
- W. E. Jominy, Hardenability of Alloy Steels, Cleveland: American Society for Metals, 1939.
- T. Balcerek, “Turning Away From Blast Furnaces Still Leaves Problems for Steel Industry,” 2015.
- Steel Dynamics, “Iron and Steel Steel Scrap Specifications Manual, Rev01,” Columbus, OH, 2016.
- Steel Recycling Insistute, “Steel is the World’s Most Recycled Material,” 2017.
- Sente Software, “JMatPro,” 11 November 2018. [Online]. Available: https://www.sentesoftware.co.uk/.
- M. Grossman, M. Asimow and S. F. Urban, “Hardenability, its Relation to Quenching and Some Qualitative Data in Hardenability of Alloy Steel.,” 1938.
- L. Canale, J. Vatavuk and G. E. Totten, “Introduction to Steel Treatment,” Comprehensive Materials Processing, vol. 12, pp. 3-37, 2014.







 general practice for CQI-9 and AMS2750E")



 steels")

