







The existing model for removing soot from a furnace is a burn-out consisting of three methods:
Method 1: Remove the load, lower the furnace temp, open the door, and let air burn out the soot.
Method 2: Remove the load and the atmosphere and add a small amount of air to the furnace for eight hours or more.
Method 3: Use a wand and direct a small amount of air to carbon spots.
These functions are difficult and need a trained operator to perform them. The furnace temperature is lowered to prevent overheating the furnace when air is added to burn out the soot. This combustion could raise the furnace temperature beyond the set point and cause damage to the furnace.
There is a Method 4 (a product of the Heavy Carbon Co. endocarb system), which is very easy to use. Method 4 does not add air to the furnace for soot burn-out. Method 4 controls the soot level by controlling the CH4 in the atmosphere with changing of the air/gas ratio in the atmosphere for a rich or lean mix.
Eliminating soot burn out
Method 4 eliminates the need for soot burn out. With this method, soot control is a matter of just setting the furnace control instrument set point to the desired carbon potential (CP) and let method 4 clean the furnace. This is possible even while carburizing a load of parts; method 4 is automatic as programmed. The endocarb atmosphere system is easy to program and use, but it is very precise (see Figure 1). Most any brand of control instrument will work with this system. The control instrument is not the reason for this system to work. It only carries out the program in the menu.

This system will drive the CP through the steel surface at a higher rate than predicted by the Harris equation and will give a sharper RC dropoff at the effective case depth (ECD) for a more ductile core. Method 4 atmosphere will penetrate a very dense load such as bearing balls and rollers as well as gears. This will create gears and bearings with a high carbon content to the ECD and a high RC with a ductile core, as well as great gears and bearings for wind turbines.
Method 4 is used in a boost/diffuse cycle to drive a high CP through a steel surface while controlling the level of CH4 and maintaining the constant high CP in a clean furnace while producing an active reaction. The reaction does not perform well in a sooted furnace. Method 4 operates in a 30-minute time frame in one or more cycles to complete a carburizing requirement time. A typical standard carburizing cycle operates with a CP set point of about 1.00%C or less. At a set point of 1.15%C, soot will start to form. A set point higher than 1.15%C will soot the furnace and hamper the reaction. Carburizing with method 4 starts a program much higher with a boost CP set point of about 1.70%C. The CP set point for the diffuse in each cycle is about 1.30%C.
In order to function at these high CP numbers, a few rules must be followed. It takes more than just programming a menu into an instrument to function at these extreme numbers. A few rules start with: catalytic action, air/gas ratios, time involvement, and rules pertaining to method 4. The lower CP in the diffuse will produce an atmosphere that is lean enough to bring down the CH4 level but not too lean to cause decarb in the load.
Self-adjusting air/gas ratio mix flow
This air/gas ratio mix flow into the endocarb is self-adjusting under the command of the furnace instrument. The command from the instrument is the CP setting. The ratio will change to meet that command. During the boost, the CH4 may reach a level as high as 5%CH4. This high level will be lowered to about 1%CH4 during the diffuse cycle. As the CH4 is lowered, the soot level is lowered, and the reaction is brought under control. This would not be possible without the endocarb atmosphere system. The operating temperature for the endocarb is about 1,825°F. An air/gas mix enters the endocarb where it is cracked into the proper atmosphere for the job required. Unlike standard carburizing, this atmosphere then enters the furnace at a temperature of 1,825°F.
With standard carburizing, an endogas atmosphere with enriching gas enters the furnace at a temperature that is less than 300°F and must react with a furnace temperature as low as 1,600°F. The endogas atmosphere will penetrate the load thoroughly and reach an effective case depth at a rate of up to 30 percent faster compared to the Harris equation. Results of a standard carburizing cycle compared to a carburizing cycle using the endocarb atmosphere system is displayed in Figure 2. This is a box chart to represent 0.100 ECD.
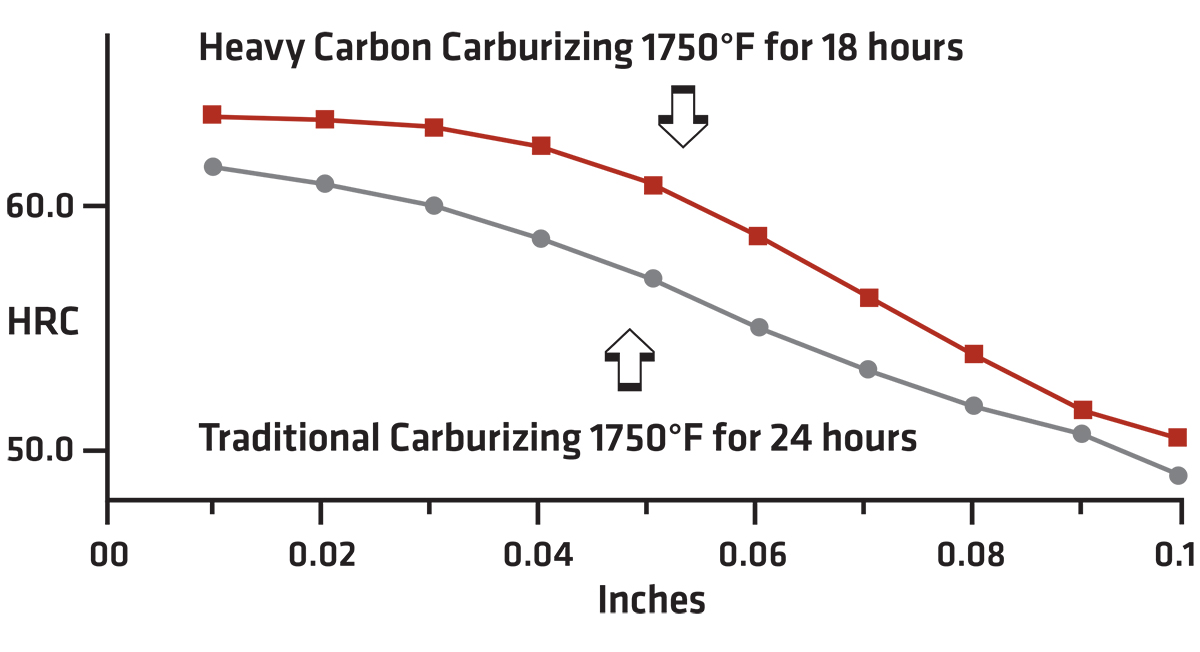
To cover this space, a standard carb cycle will require 24 hours. To cover the same space, the endocarb system with method 4 will require only 18 hours, resulting in a savings of six hours. At this rate, the endocarb savings using Method 4 will pay for both the endocarb and the furnace quickly while using less energy.
Eliminating soot burn-out time
Method 4 control will eliminate a very expensive soot burn-out time. This expense is from loss of furnace loads and also the expense of operating an empty furnace. Once programmed into the system, method 4 will follow the command of the furnace-control instrument. Method 4 will control the ratio of the air/gas mix in the endocarb unit. It will add just enough air to the endocarb to eliminate the soot without damage to the furnace or the load.
With Method 4, there is no need to lower the furnace temperature or to remove the load because the furnace will not overheat with this method. It is possible to use method 4 even while running a load of parts. Soot control is a matter of just setting the set point to the desired CP. Method 4 will operate safely even while carburizing a load of parts with no ill effects.
Ammonia may be added to the furnace at lower temperatures if desired, although, with Method 4, that may not be necessary to produce a high RC.
For the Method 4 operation, the endocarb is required.




















 general practice for CQI-9 and AMS2750E")





