







In January 2022, Mantec Technical Ceramics, based in Stoke-on-Trent, U.K., launched carbon neutral versions of its super-insulative Ultralite material, and this has been met with early success in user industries. To the best of the company’s knowledge, this is the first example of a U.K.-precision ceramics/refractories manufacturer attaining such certification.

Ultralite grades ULF 10, 12, and 14 have been assessed carbon neutral by one of the principal certification organizations in this area, ClimatePartner (Figure 1). In this case, carbon neutrality means the carbon footprint of the product has been calculated based on internationally recognized standards and fully offset by supporting certified carbon offset projects.
This is an extremely thorough and lengthy process, in this case taking about 12 months to complete. The analysis conducted by ClimatePartner followed a “cradle-to-customer plus waste” approach.
During the process, emissions were assessed according to several product lifecycle stages. These included extraction and pre-processing of raw materials and packaging, manufacturing, supply of the product up to customers’ factory gates, and relevant disposal emissions for the product and its packaging. These carbon footprint calculations included all the raw materials, packaging, and energy required to manufacture the product, transportation, and waste treatment. The final calculation was then used to determine the carbon offset that had to be funded in order to gain carbon-neutral certification.
ClimatePartner’s carbon neutral label (see Figure 2) certifies that residual greenhouse gas emissions have been offset. For the sake of clarity, all emissions are referred to as CO2 emissions and measured in tons of CO2. This means CO2 equivalents, i.e., all relevant greenhouse gases. Offsetting CO2 emissions is an important step in effective climate action, alongside avoidance and reduction.

Ceramic technology for performance and safety
Ultralite is seen as a modern substitute for more traditional insulation materials across several quite distinct high-temperature applications, predominantly those involving furnaces and kilns. For instance, it can replace expanded minerals. Most naturally occurring expanded minerals used for insulation applications — such as perlite and vermiculite — are chemically foamed, which can lead to a final product that is problematic in terms of extremely variable pore size and limited thermal stability at elevated temperatures above 1,650°F (900°C).
While Ultralite does involve the use of a proprietary chemical foaming agent, crucially it is mechanically not chemically foamed, and this imparts uniform pore size. This means a much more stable and closely graded product and a combination of reproducible results and very good service life. High-volume manufacturers using this material have noted long-term consistent product performance allied to sustained cost and energy savings. Many installations are still using their original material after 10 or more years.
Other notable features include:
- Use of abundant and relatively low-cost raw materials.
- Novel, scalable processing route.
- High porosity.
- Low mass.
- Low permeability.
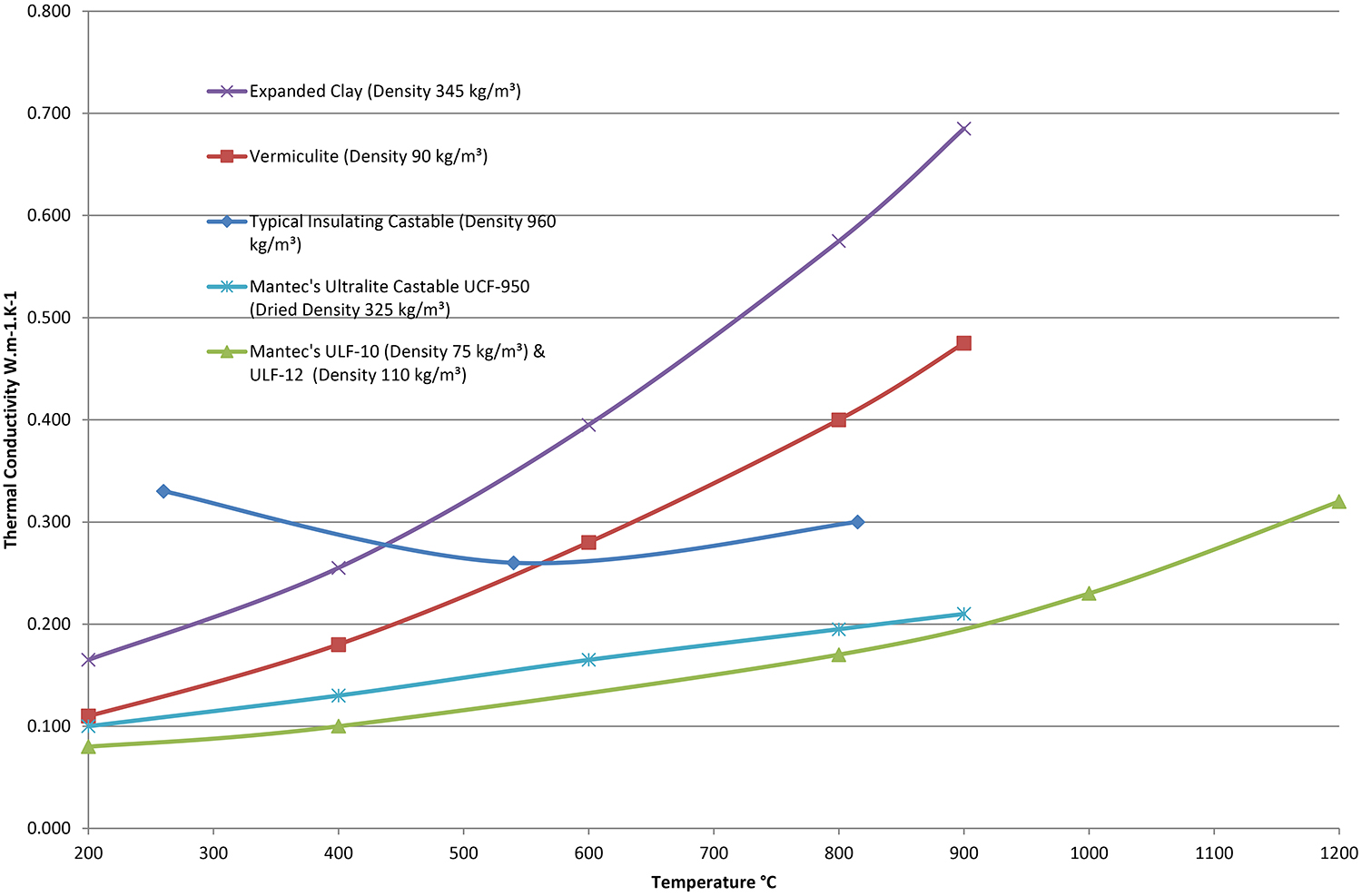
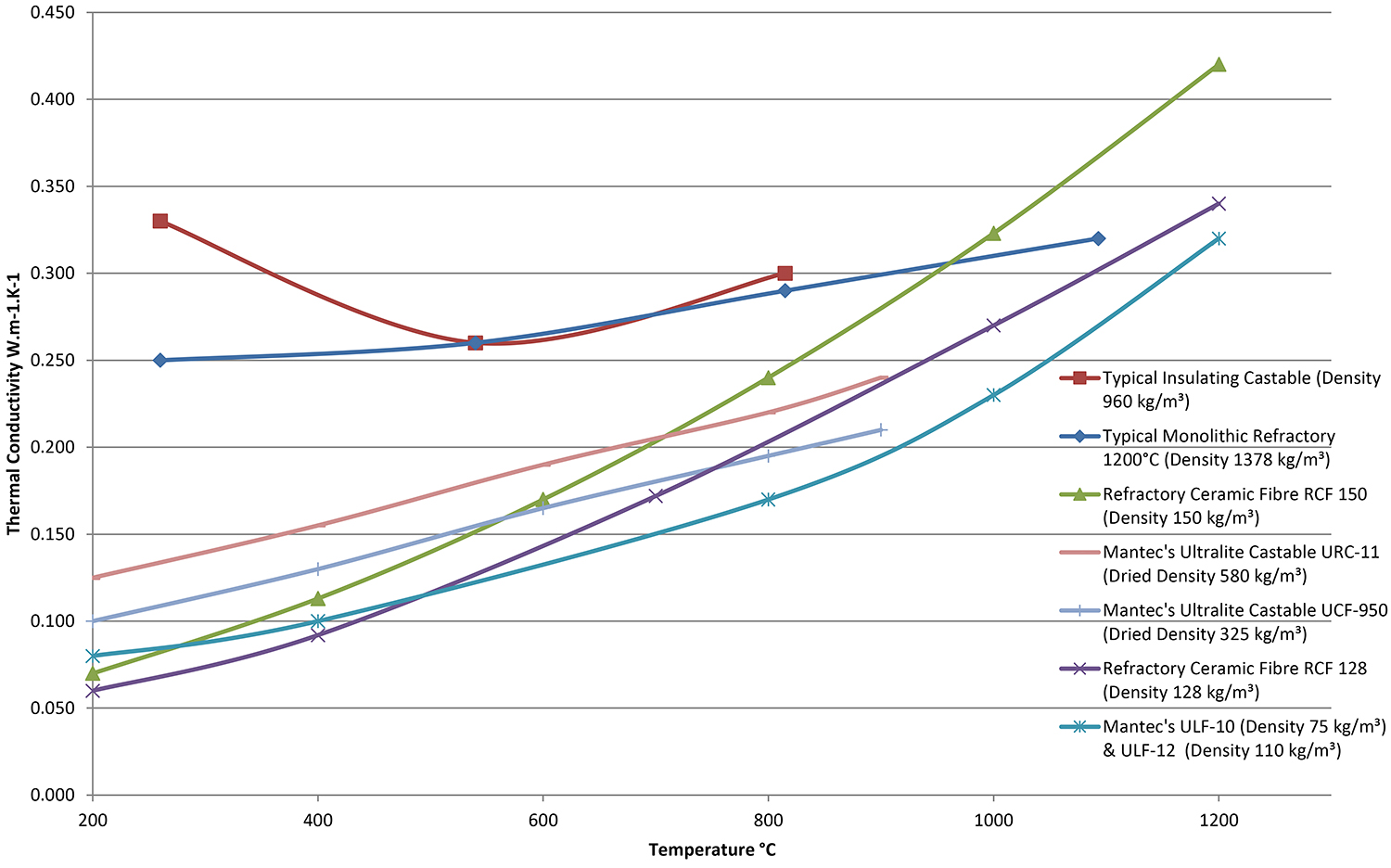
- Low thermal conductivity.
- Low thermal mass.
- Lightweight.
- Free flowing.
- No ceramic fiber or free silica.
See Figures 3 and 4.
Manufacturing route
The material recipe principally comprises carefully selected processing aids, ball clays, bentonite, and an organic foaming agent.
Bentonite has extremely fine grain sizes (all less than 0.5µm) and will absorb large quantities of water so is a preferred swelling/expanding agent. The use of an effective deflocculant is important as a heavyweight, dense slip is required to achieve the optimum mix for the mechanical foaming part of the process.
Once the foamed clay aggregate is in the desired state, it is then dried in a carefully controlled environment. This takes place in an infrared dryer. After drying to the correct percentage moisture content, the material is then fired in a kiln. This is necessary as the refractory aggregate needs to be fully calcined to prevent shrinkage when in use. The mix of clays imparts dry strength to the formed granules (known in the ceramic industry as prill). (See Figure 5)

The final product — which is either supplied in IBCs as loose fill insulation or which is formed into shaped products (bricks, tiles etc.) — is an inert material. Other important characteristics include:
- No special handling is required.
- Free flowing and stable.
- Creates a fiber-free environment.
- Non-carcinogenic.
- No volatiles produced.
- Disposal at end-of-life is problem-free — standard landfill disposal is acceptable.
Benefits of offset
Mantec Technical Ceramics’ offset is being “spent” on an exciting afforestation project in Rio Kama, eastern Nicaragua. Afforestation involves the creation of forests in areas where there was no previous tree cover. The team operating in Rio Kama has, to date, planted more than 1 million plants of a native species of giant clumping bamboo. It has transformed a degraded landscape into a flourishing and biodiverse ecosystem.
Bamboo is one of the most efficient biological tools for fighting climate change. The project contributes to mitigation by preventing deforestation and capturing CO2, as well as to adaptation by reducing temperatures, creating microclimates, supporting a low-carbon economy, and creating livelihoods for vulnerable communities. Annual CO2 capture in Rio Kama is estimated at 37,000 tons.
Crucially, in contrast to cutting down trees, harvesting giant clumping bamboo does not kill the plant. Once fully mature, selective poles are harvested from each bamboo clump annually, leaving enough time for others to regenerate. In this way, the carbon stored within the bamboo becomes a permanent sink, with the clumps having a lifetime of 80 years. The bamboo fiber from the plantations forms the base for a broad range of sustainable, deforestation-free products, such as fibers or building materials.
Future objectives
Mantec has a vision to become Net Positive by 2030 and, in stating this goal, is committing to continually reduce its carbon emissions by taking meaningful action year on year. So far, the company has switched to 100 percent renewable energy throughout the factory where Ultralite loose fill prill is manufactured.
By 2025, all the company’s packaging will be reusable, recyclable, or compostable. Currently, 95 percent of all packaging is recyclable, and the complete range of Ultralite products are problem free at end-of-life — standard landfill disposal is acceptable.
It should be noted that it is not only the Mantec operation that benefits. This family of ceramic products helps customers to reduce the thermal mass of their cars by replacing older, denser refractories with lightweight insulation materials. In some cases, car weight reduction can be as significant as 40 percent. (See Figure 6)
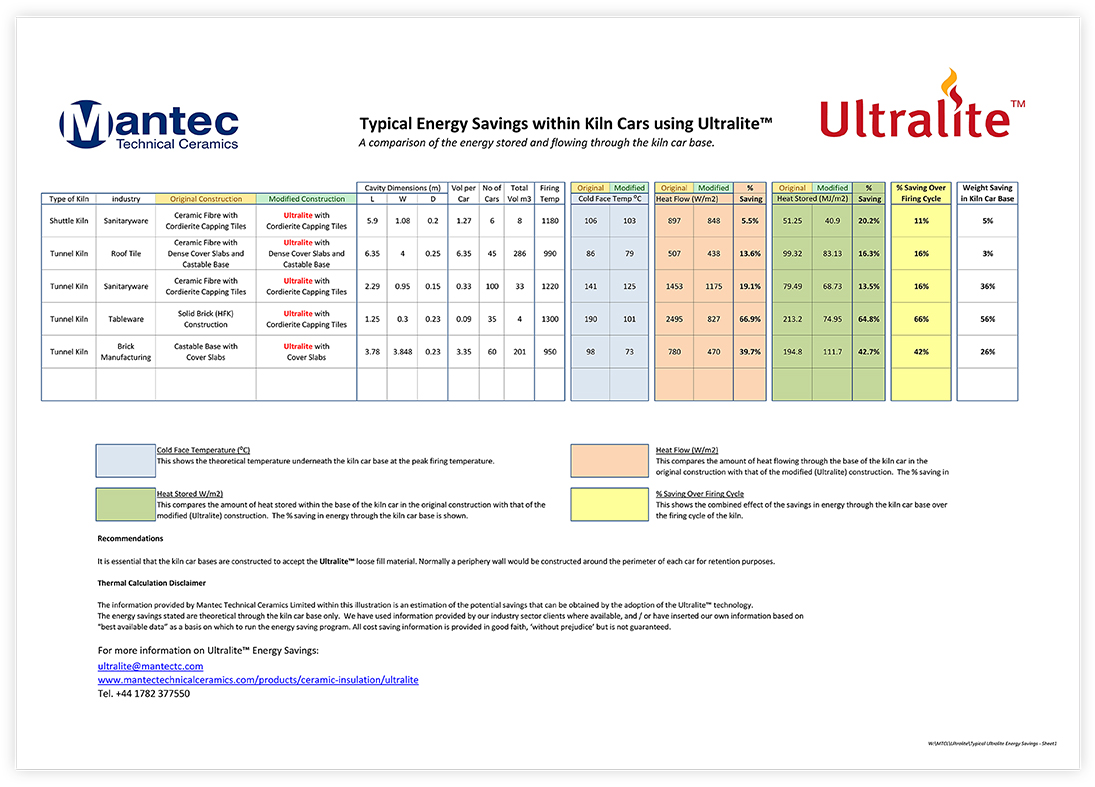
Additionally, looking right across the kiln or furnace superstructure, the combined benefits of using lightweight insulation castables, low thermal mass firebricks, covers, and loose fill insulation products mean that users not only reduce thermal mass, but they can also cut installation labor, speed up the construction time, decrease heat loss, and therefore save energy and reduce costs. Typical energy savings range from 5 percent to 25 percent, depending on how the products are integrated into the refractory design.
Several international manufacturing corporations have already placed orders for the carbon-neutral Ultralite loose fill insulation and are receiving quotations for late fall 2022/spring 2023 project delivery. So far, deliveries are scheduled to plants based both in the U.K. and the EU.


















 general practice for CQI-9 and AMS2750E")




