







Limited only by the designer’s imagination, heat-treating fixtures constructed of graphite and carbon composite (C/C) materials can offer manufactures serious operating benefits.
Historically, successful manufacturers of precision parts have used various materials such as steel, molybdenum, or nickel-chrome alloys for the construction of their heat-treating fixtures. Over time, these alloys become distorted and embrittled from long exposure to increased temperatures. This often results in damage to the surface, creating the need to source entirely new fixtures. In comparison to alloy-based materials, C/C and graphite fixtures have many advantages including: increase in mechanical strength as the temperature increases, high stability while being resistant to thermal shock (no deformation), and lower density resulting in significant weight reduction. These factors result in a longer service life of the product, increased load capacity, and operating efficiency with a handsome return on the investment.

Graphite products that contribute to these fixtures include isostatic, extruded, and carbon composite (C/C) material grades. Isostatic and extruded materials are manufactured with a combination of graphite materials and pitch tar coke that are formed, baked, and then graphitized per the desired grade specification. These materials are used as posts or plates in fixture designs. C/C is a composite material produced through the combination of polyacrylonitrile (PAN) fiber and a converted carbon matrix. The PAN fiber is produced in either a unidirectional or multidirectional layer. These layers are infused with a high carbon content resin compound. The resulting resin infused layer, called a Pre-Preg, is combined with identical layers in a stack up configuration to create a two-dimensional sheet material to the required thickness. After the initial stack up, the sheet is compressed and heated to set or cure the resin. Consequent production steps of baking, resin
impregnation, and graphitization will result in a C/C material. All materials are capable of being easily CNC machined or water jet cut into application specific, intricate shapes for use in high temperature environments up to 3,000 degrees C.

Graphite, and thus C/C, has many properties that provide advantages over alloy materials (Figure 1).
Benefits
Graphite has the unique property of increasing in strength as it is heated from room temperature up to 2,000 degrees C. This property is a function of the internal stresses in the material. As process temperatures increase, the internal stresses that exist at room temperature reduce, and as a result, mechanical strength increases. An increase in mechanical strength means less fixture support structures are needed and thinner designs are possible, which equates to increased batch sizes.
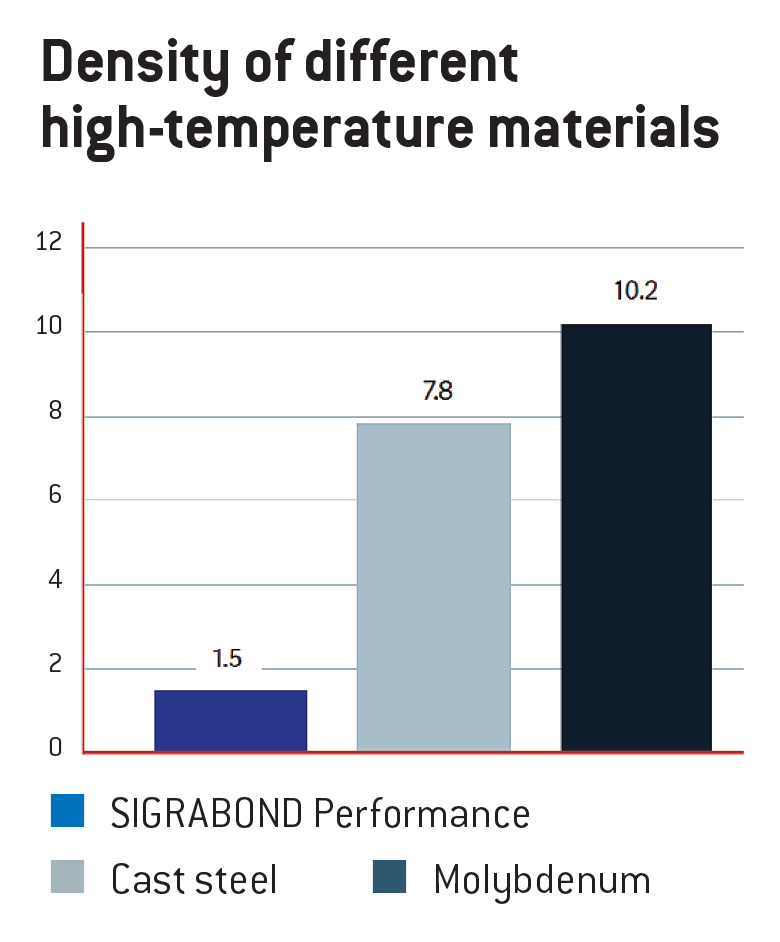
C/C material also has a much lower density than alloy materials, making C/C fixtures more ergonomically attractive. Operator fatigue from moving and loading fixtures is greatly reduced by using the significantly lower weight C/C material. In many cases, operators can move C/C fixtures by hand versus using an overhead crane or forklift. The density difference between C/C and other fixture materials is seen in Figure 2, most notably the 1 to 5 comparison to cast steel. Lower density also means a higher ratio of part weight to fixture weight, which means less energy needed per part.
C/C fixtures have low thermal mass and excellent thermal conductivity, which allows for rapid heat up and cool down compared to other fixture materials. This reduces the total energy consumption and increases efficiency because the energy used is heating the parts and not the fixture, resulting in overall reduced cycle times.
These properties, along with lack of embrittlement, low CTE, and no distortion or embrittlement make C/C an ideal material for improving the dimensional outcome of many different products. Graphite and C/C systems do not show any signs of material fatigue or warping — even after hundreds of furnace cycles. The tool holders can be mechanically loaded and unloaded for years without problems. Time-consuming and expensive manual adjustment work is eliminated, scrap expenses are reduced, and productivity and cost-effectiveness are increased.
In fact, the fixture becomes a critical component in the control of the final dimensions on a variety of precision components of any size. Thermal cycling of C/C has little to no effect on the physical dimensions of C/C machined components. Therefore, the physical attributes of C/C provide for an ideal material for controlling and minimizing distortion of a wide range of materials and part sizes over multiple thermal cycles. Components made of fiber composite materials do not break abruptly under stress the way ceramics materials will. They do not exhibit the plastic behavior of metals when stressed beyond the elasticity limit. This longer life equates to a lower cost of ownership.
Potential Issues
Although graphite and carbon composite materials have many advantages over alloy fixtures, they are not ideally suited for every process. Graphite and carbon in general is subject to failure at temperatures exceeding 930 degrees F in an open air or oxygen environment. At these temperatures, the graphite structure will start to oxidize and will weaken over time and become structurally unsound. The ideal environment for temperatures above 930 degrees F requires the furnace to pull a vacuum or operate with a protective inert gas atmosphere. There are no oxidation issues at any temperatures in vacuum or inert atmospheres.
Depending on the process and part makeup, another possible issue with using graphite is carbon pickup or, in extreme cases, eutectic reactions. Carbon pickup is dependent on process temperatures and the heat-treated part’s metallic alloy components. Every case is different, but typically, process temperatures above 1,920 degrees F and parts with high contents of nickel, chromium, and vanadium, along with some lower alloyed tool steels, are carbon captors and highly reactive. The higher the content of these alloy components, the more likely carbon diffusion and thus, carbon pickup will occur. In the most extreme cases, eutectic reactions could take place, rendering the fixture useless. Countermeasures to carbon pickup and eutectic reactions include intermediate layers or barriers made of ceramics such as alumina oxide. These can include intermediate layers of ceramic papers, plates, or even coatings. Such barriers can seal the open porosity of the material surface or separate the carbon surface from the product to be heat treated. Coatings include silicon carbide or boron nitride. Other options are hybrid racks containing both C/C parts and ceramic parts. Although temperature and part makeup can be good indicators of carbon diffusion, it is always best to test C/C in your process first. Any refutable C/C provider will be more than happy to provide samples for testing.
C/C Fixture Design
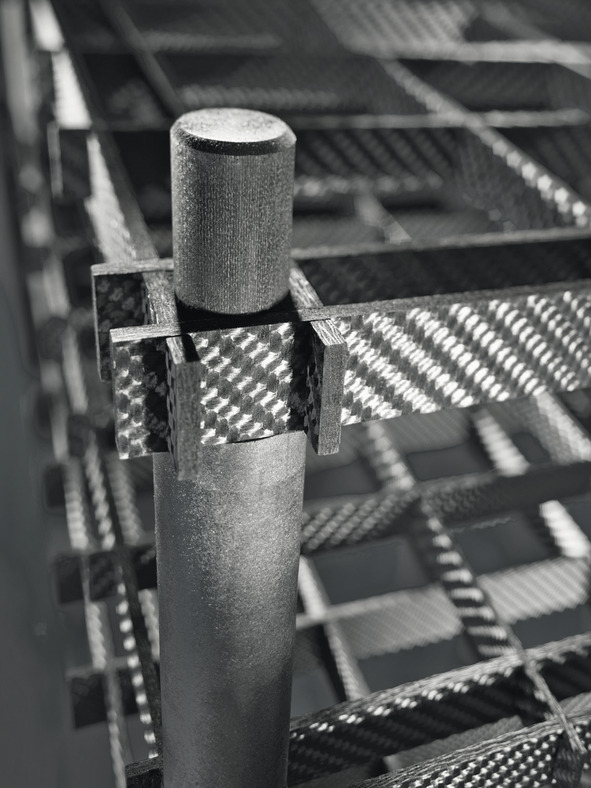
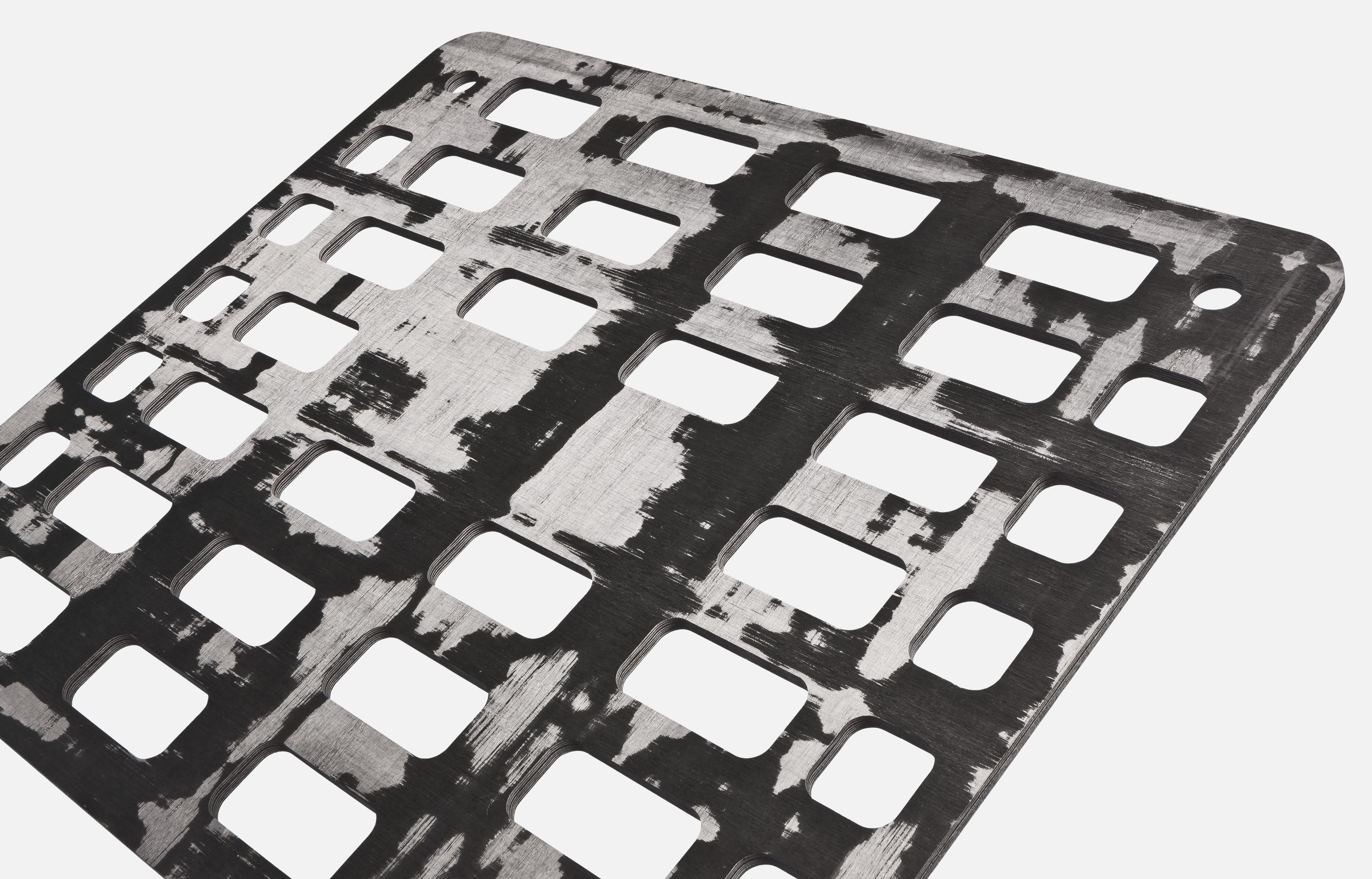
C/C is commonly produced in sheet or tube form. These shapes allow for utilization in a variety of configurations such as flat plates, finger-joint structures, columns/pillars, fasteners, or multi-layer structures. Such structures can be as basic or customized as possible. Grids and plates can be designed specifically to hold a desired part and can be interchangeable over multiple part designs. Likewise, basket designs can ensure that only one fixture is required for a start-to-finish heat-treating process, and parts such as blades or stems can be hung to avoid eutectic reaction while ensuring specific tolerances are met. Designing a fixture, rack, or tooling out of C/C material requires an understanding of the needed strength of material grade to be used, along with loading conditions, total load weight, weight distribution, and the method by which the fixture will be transferred in and out of the furnace.
C/C materials require different construction techniques when building fixtures, as compared to traditional alloy materials. Typically, structures are built through the use of threaded connectors, interlocking joints, solid posts, and fasteners versus welded joints required of alloy structures. For more secure fixtures, innovative locking techniques can be employed such as interlocking finger joint designs. The final size and configuration of the furnace tooling or structure is also important to consider. As the fixtures are constructed of different variations of graphite components, if a piece would fail, it can easily and individually be replaced. This is different from alloy fixtures, which, due to the structure welds, need to be refurbished or in extreme cases completely replaced.
C/C Applications
Graphite and C/C system components for high temperature furnaces can be used in a wide range of applications including gas carburizing to improve case depth hardening of components, vacuum brazing to join metals together creating perfect joints, sintering of green powdered metal components, and many other heat-treating processes.
Recent material advances have allowed C/C material to become suitable for oil and liquid quenching applications. In these types of applications, open porosity of the fixture material is important, and a sealed surface area is desired. Although the woven structure is common for most C/C material, new advances with unidirectional C/C fiber structure material have provided lower open porosity, making it ideal for liquid quenching operations. Recent testing has shown that after two quenching process runs, open porosity was reduced from 11 percent to 8.2 percent, which means the oil absorption into the unidirectional material was only 3 percent. After an additional 200-plus runs, the open porosity remained at 8.2 percent with no signs of delaminating. The absorbed oil had been cracked (decomposed) into the material’s carbon during the first couple of furnace runs. Outgassing during the cracking was very low due to the low absorption percentage and had been guided out of the furnace hot zone by normal furnace atmosphere exchange.
Furthermore, additional processing of the material in the form of silicon carbide impregnation can further seal the open porosity of the material surface and protect the fixture pieces from mishandling or frequent repetitive handling of the structure. This can be in the form of robotics or automation process that constantly grab/rub the same material surface, employee mishandling/ throwing of the trays, or fork truck/ loading mechanism mishaps of the fixtures.
Conclusion
For decades, alloy fixtures have been the norm for heat treating. In recent years, due to the numerous benefits and few drawbacks, more heat-treating engineers are making the switch to graphite fixturing using C/C materials. C/C materials offer excellent properties such as thermal shock resistance and thermal conductivity. This high thermal stability allows filigree structures to be manufactured with high mechanical strength. The flatness of the material, combined with low thermal mass, affords rapid heat-up and cool-down time, reducing cycle time and providing for longer service life. Recent advances in material structure makes C/C material useful for almost all heat-treating processes, including secondary operations such as quenching. In the years to come, graphite and C/C will continue to prove their operating cost effectiveness and high return on investment compared to the lifetime of components for heat-treating applications.

















 general practice for CQI-9 and AMS2750E")





