








Finishing is defined as “completing the manufacture or decoration of a material or product by giving it an attractive surface appearance.” In industrial applications, this most often means applying paint or powder to the surface, and curing it in an oven. A wide variety of products in every industry has a finish coat applied. When selecting a paint or powder, many formulations are available, and durability, cost, and coverage must be considered. Just as importantly, the correct oven must be selected for providing the finish cure. Industrial ovens are not all created equal, and there are ovens specifically designed for curing applications.

To select a curing oven, it is first necessary to determine the time and temperature your coating requires in the oven. Most industrial ovens designed for curing are rated at a maximum of about 500 degrees Fahrenheit (260 degrees Celsius). This is sufficient for most paint and powder applications, although there are a few coatings (Teflon for example) that require a higher temperature. Ask your paint/powder supplier what cure time and temperature are required for your coating. This will be necessary in order to set up your line or finishing cell, and to select the proper oven. Also ask what temperature uniformity is required. A common uniformity for curing ovens is plus or minus 10 degrees Fahrenheit, (5.5 degrees Celsius). This means that the temperature is not greater than 10 degrees Fahrenheit above the setpoint, nor less than 10 degrees Fahrenheit below the setpoint, anywhere in the usable work chamber; an example of a typical temperature uniformity specification would be 350 degrees, ±10 degrees Fahrenheit (177 degrees, ±5.5 degrees Celsius.)
Properly Designed Recirculation System is Critical
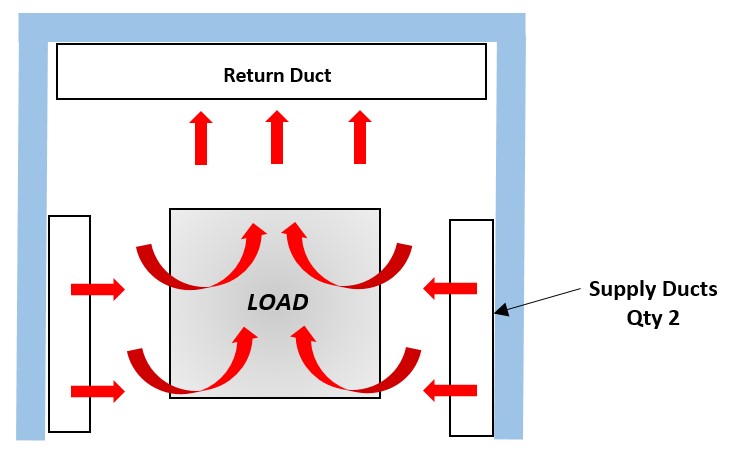
The heart of every industrial oven is its air recirculation system. It consists of the recirculation fan that forces the heated air to circulate throughout the work chamber, the ductwork that distributes the air, and the louvers or nozzles that accelerate and direct the air toward the load inside the oven. The most common airflow orientation is combination flow. In this design the air is delivered from supply ducts located on both side walls, near the bottom of the work chamber (Figure 1). It passes through and around the load, uniformly heating it in the process. The air then is drawn up into the return duct at the top of the work chamber, where it returns to the heating/recirculation system to be heated again.
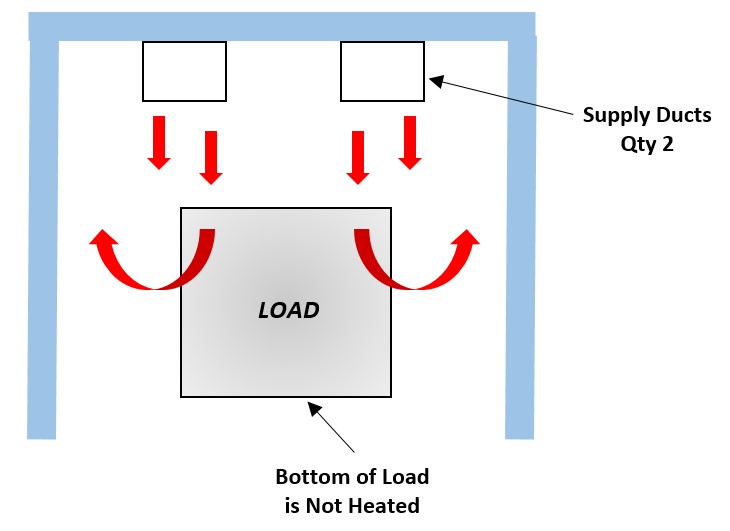
Avoid using top-down airflow in a batch oven (Figure 2). In this design, the air supply ducts are at the top of the work chamber, and direct the air vertically downward onto the load. It is often less expensive than combination airflow, but it can leave the bottom of the load insufficiently heated, which will lead to undercured paint or powder. This is because hot air rises, and after it leaves the supply duct it will tend to turn back upward to return to the heating/recirculation system on the roof. In addition, the air can have difficulty penetrating the load, leaving the bottom of the parts unheated. Some low-budget ovens do not have any ductwork to distribute the air at all, just a vent to deliver the air into the work chamber at one location, in the rear for example. This is inadequate for curing applications.
It is important the recirculation fan be sized correctly. If it is too small, it will not evenly heat the load. Too large, and it will blow the powder off the load and consume excess energy. Generally speaking, curing ovens should be designed with a minimum of six to eight air changes per minute. This refers to the recirculation airflow in cubic feet per minute (CFM), divided by the volume of the work chamber in cubic feet. A 5’ W x 5’ L x 5’ H work chamber, for example, has a volume of 125 cubic feet (5 x 5 x 5). The minimum recommended recirculation fan should be sized for a minimum of 6 x 125, or 750 CFM.
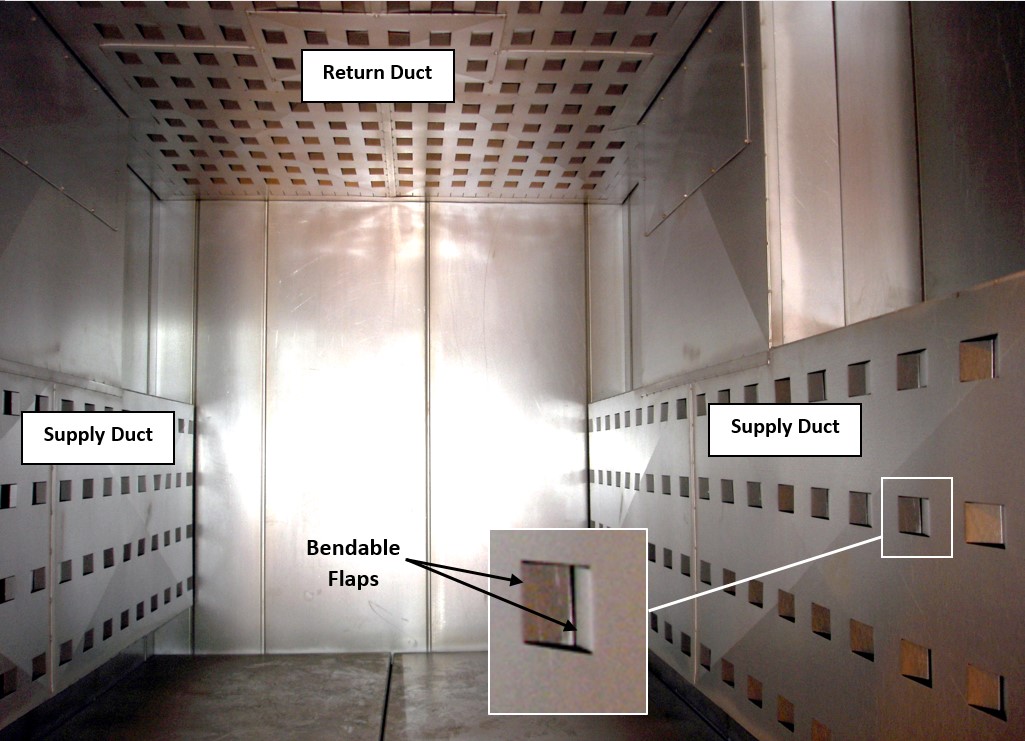
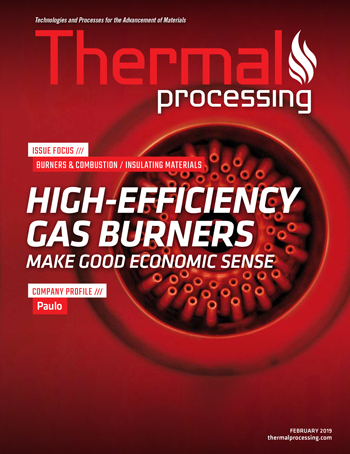
Although a higher recirculation rate provides superior temperature uniformity and better heating performance, powder coating ovens must be designed for a reduced air velocity where the heated air leaves the supply ducts. If the velocity is too high, the air can blow the powder off the parts prior to gelling of the powder. This is done by adjustment of the supply louvers during testing, prior to shipment. The louvers should be adjustable to allow fine-tuning of the air distribution as necessary. One common way this is done is using bendable flaps stamped in an H-pattern (Figure 3). This offers a wide range of adjustability, and can’t loosen and rattle as screwed louvers can.
Another alternative is to use a variable frequency drive on the recirculation fan to slow the blower down at the beginning of the cure cycle, then speed it up after the powder has gelled. This costs a little more, but provides the best of both worlds: superior heating and uniformity during the cure cycle, while avoiding blowoff of the powder at the beginning of the process.
High-Quality Components and Materials Make a Big Difference
When researching an oven purchase, you will find the features and components offered vary between different oven suppliers. Look for suppliers that manufacture ovens with high-quality, name-brand components, designed for ease of use and long life. A few examples are:
Door hinges: Ball bearing hinges are preferred over friction style hinges. Unlike friction or strap hinges, they use ball bearings to support the doors. This prevents the doors from sagging, offers longer life and ease of opening and closing.
Door handles: The door handles are the primary interface point between the operator and the oven. Better handles improve operator comfort and reduce fatigue. Look for large, high quality, ergonomic door handles that stay cool to the touch.
Control components: Reputable oven suppliers use name-brand components mounted in a NEMA 12 enclosure, with EMT conduit on the oven itself, and 36-inch maximum flexible conduit runs.
Airflow switches used on the recirculation and exhaust fans should include an indicator light to visually show when the switch is made.
The oven should be designed to meet the specifications set forth by NFPA (National Fire Protection Association) publication 86. This document specifies the methods and devices required to meet industry-accepted standards of safety. The oven manufacturer’s proposal should state the oven will comply with NFPA 86.
High-efficiency construction. Different oven manufacturers have variations in the way they design and assemble the oven body. Although the basic construction uses a steel sheet exterior and an aluminized steel sheet interior with insulation sandwiched in between, some oven suppliers offer a high-efficiency design that uses reduced through metal between the interior and exterior. This is done using specially designed “rails” that maintain the spacing between the two, or with pinned construction that uses threaded rods instead of rails. A high-efficiency design will reduce energy use and provide a cooler oven exterior.
Direct drive fans. The industry standard for high quality and longevity, direct drive recirculation and exhaust fans offer reduced energy use and maintenance. There are no drive belts in between the motor and the fan. Instead, the motor wheel is mounted directly to the motor shaft. Direct drive fans are available up to 10 HP, above which the fans must be belt-driven.
Make Sure Your Oven is Fully Assembled Before Shipment
Reputable oven manufacturers fully assemble and test their ovens before shipment. This is in contrast to ovens that are shipped unassembled, sometimes referred to as knocked-down, then erected on the customer’s factory floor. Since knock-down ovens are not assembled and tested before shipment, design problems or faulty components are not identified until after the equipment is fully installed. This causes delayed startup and lost production while a solution is being implemented. Heaters, blowers, and controls each typically have a lead time of four to six weeks, so it can be devastating to the installation schedule if any of these items are found to be defective. In addition, the price for a knockdown oven may not include the cost of assembly, and so may appear artificially low in comparison to an oven that is properly assembled and tested before shipment.

For larger ovens that are too big to ship on a truck, or too large to fit through the doorway into your building, the oven body can be split into smaller sections (Figure 4). The sections are then bolted together at the jobsite for reassembly. The sections can be bulky, and an experienced rigger must be used to remove them from the trucks and set them in place. Well-established oven suppliers can perform the installation for you. This is a valuable service that ensures a trouble-free installation.
Testing Before Shipment is Critical
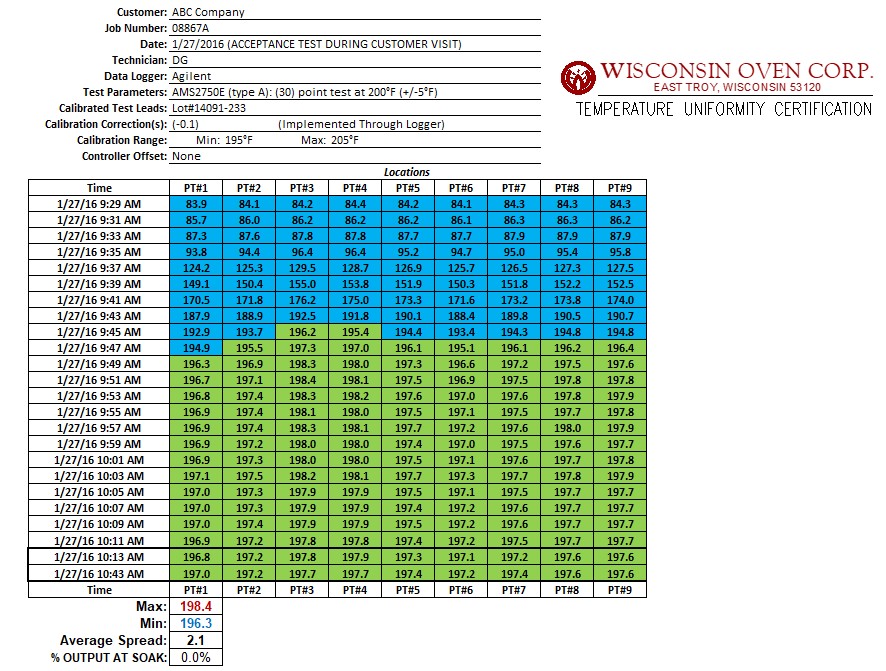
Once you know the temperature uniformity required for your coating, the oven manufacturer will design your oven to achieve it, and then uniformity test the oven after it is built, to confirm the actual temperature uniformity has been attained. Correct uniformity is achieved by using sufficient recirculation airflow, the proper insulation, and the correct airflow pattern. Oven suppliers can do calculations as guidelines for these parameters, but it is necessary to test each oven prior to shipment to verify the uniformity has been achieved. Most often, a nine-point test is performed, but larger ovens may require 12 points, 15 points, or more. Make sure your chosen oven manufacturer performs this testing, and provides a document (Figure 5) certifying the oven has passed the required uniformity test.
Beware if the oven supplier merely states the oven is capable of achieving the required uniformity, but doesn’t provide a certified test on your specific oven prior to shipment. This means proper adjustments have not been done to ensure the oven will meet the uniformity criteria specified by your coating supplier. After installation you may find your parts are not curing properly. Without a certified uniformity test, you won’t know if the oven is the cause, or if some other variable is to blame, such as the paint formulation, the part cleanliness, or improper application, etc. This makes root cause analysis difficult, and causes unnecessary downtime and delays.
Strong Support After the Sale
Look for an oven supplier that offers good support of your equipment after installation and startup are complete. They should have a team of factory-trained service technicians available to perform service work and PM on your equipment. Avoid companies that outsource their service work to third parties. These technicians aren’t factory-trained, don’t know the equipment as well, and aren’t as responsive as a company’s own technicians.
Take note of the warranty being offered. Some oven suppliers offer only a 30-day warranty, which is less than the industry norm, and should be a warning sign. Look for a company offering a three-year or five-year warranty. This tells you the components they choose and their manufacturing standards are such that they have confidence in the longevity of their equipment, and they are willing to stand behind it.
Find the Right Partner
By doing a little homework and asking the right questions, you can select the best oven for your finishing application. It is important to find a reputable oven manufacturer you can rely on to offer the best equipment for your needs.
Mike Grande is vice president of Sales at Wisconsin Oven Corporation.
















")
 general practice for CQI-9 and AMS2750E")






