








Regarding comprehension, on a scale of 1 to 10, AMS2750E is about a 12. Practically speaking, when an engineer, quality person, or operator picks up a specification, they select that specification because they know what to expect. In other words, if they are heat-treating martensitic corrosion-resistant steel parts, they will choose AMS2759 and AMS2759/5 because they are already aware of the applicable specification that describes details on operations and how to heat-treat.
AMS2750E isn’t quite that straightforward. This specification broadly covers pyrometric requirements for equipment used for thermal processing, including temperature sensors, instrumentation, thermal processing equipment, system accuracy tests, and temperature uniformity surveys. AMS2750E is selected when a specification, such as AMS2759, refers to it. It is not a specification that states specific heat-treat temperatures, quench temperatures, and material-testing requirements. AMS2750 is flowed down via other specifications, making it less direct, and therefore, less familiar to some suppliers.
A way to account for and understand requirements
Specification accountability is a process that benefits from a closer look. A breakdown of this process will help account for and understand the requirements within not just AMS2750E, but any specification.
Most quality engineers are familiar with the term “bubbling” as it relates to blueprints. Bubbling a print is a practice in which each requirement is assigned a sequential number. Once this is done on the print, it is logged onto a form that contains the designated number, its associated requirements, the subsequent result and an accept/reject notice. Typically, this is done on machined parts that may have an intermediate process (such as heat-treat) involved in their manufacture.
When an intermediate process is performed, the specification is simply listed as the requirement and an accept designation is applied. The specification itself is not bubbled, but read by an engineer, and the applicable requirements flowed down. One method is to bubble the specification itself. Take each requirement out of the specification and assign it a sequential number. Let’s call them “Characteristic Requirements.” Some paragraphs may have several requirements within a single paragraph; each would be separated and assigned its own sequential number.
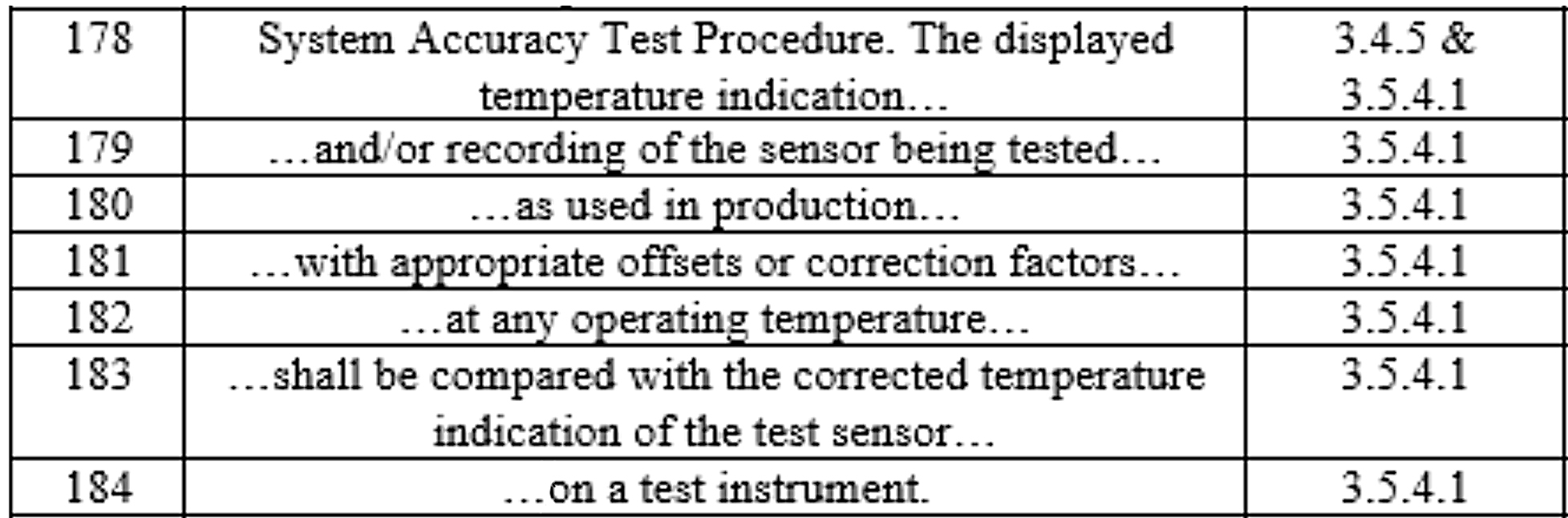
Let’s look at an example using: AMS2750E PG 19, PARA 3.4.5.1:
“The displayed temperature indication and/or recording of the sensor being tested as used in production, with appropriate offsets or correction factors, at any operating temperature, shall be compared with the corrected temperature indication of the test sensor on a test instrument.”
It may seem that a single requirement is being put forward — but there are actually seven contained within this one paragraph.
They are:
- The displayed temperature indication …
- and/or recording of the sensor being tested …
- as used in production …
- with appropriate offsets or correction factors [option for either]
- at any operating temperature …
- shall be compared with the corrected temperature indication of the test sensor …
- on a test instrument.
As a metallurgical engineer, I have performed this task on both AMS2750D and AMS2750E. Revision E ended with 513 characteristic requirements, including tables and figures. Once bubbled, each requirement must be accounted for as it applies to the operations. For example, any requirement regarding a retort furnace would be designated “N/A” if that operation employed only vacuum furnaces. Of course, the continuing issue of comprehension arises at each step of this process. If someone has a poor understanding of pyrometry, it will be difficult to bubble AMS2750E and nearly impossible to successfully complete the process of showing conformance.
Let’s look at an example of this in Table 1.

In taking this approach, AMS2750E has 513 characteristics of conformance; 43 pages, 11 tables, 41 related notes, and six figures that exist as both examples, guidance, and requirements. The challenge is how these requirements are set forth in the Nadcap checklist AC7102/8(NC). These requirements are fitted into an eight-page checklist, as shown in Table 2.
This is no fault of PRI. They are auditing to a checklist that, they rightfully assume, the suppliers have prepared for and understand fully. PRI offers training in AMS2750E (via eQuaLearn), including their interpretations in the pyrometry guide, to accredited suppliers and non-accredited suppliers alike, to ensure companies applying for their initial audit are prepared. This is where an additional challenge resides — comprehension via training and continuous improvement.
Specific challenges: The Alternate SAT process
My experience throughout revision E of AMS2750 indicates the introduction of the Alternate Systems Accuracy Test (ALT SAT) process seems to have been the most challenging. It is a system put in place that will account for the system variance containing thermocouples replaced each use or more frequently than the standard SAT frequency identified in Table 6 or 7 in AMS2750E.
I’ve written extensively regarding the specific requirements of the Alternate SAT process. To fully describe it, this entire article would need to be dedicated to its description and reasoning. Following is a general treatment, so other challenges can be addressed:
AMS2750E requires an Alternate SAT on furnace systems containing a thermocouple, which is replaced each use or more often than the Standard SAT requires. As an example, you have a parts (Table 6) furnace designated a Type C, Class 2 furnace that contains a thermocouple in both the high and low locations based on the most recent TUS. Per Table 6, this would then require biweekly SATs (normal frequency). If you used nonexpendable thermocouples and replaced them every 30 days, you would be able to perform a standard SAT and would not be required to conform with the Alternate SAT requirements. If you used expendable thermocouples and replaced them each cycle, you would then be required to conform to the Alternate SAT requirements.
AMS2750E sets forth fairly straightforward requirements. The non-optional requirements are having a furnace preventative maintenance plan in place per AMS2750E and calibrating that specific system where the thermocouple is connected. Then, AMS2750E gives two options to suppliers:
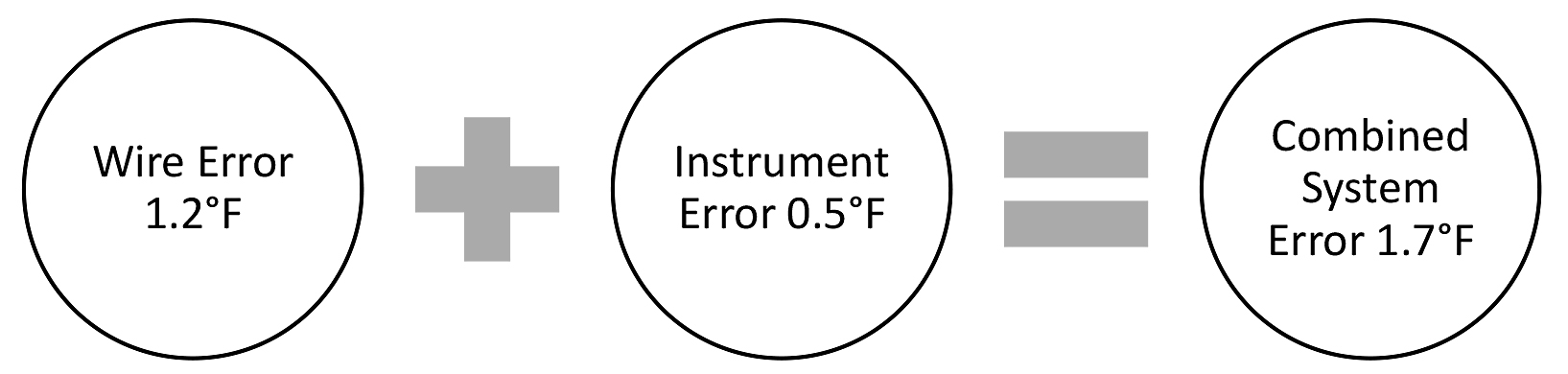
A: Combine (add) the error of the thermocouple wire used with the error of the instrument within the system that the thermocouple is connected to. This calculation should be performed at the points which the instrument is calibrated. That error cannot exceed the SAT tolerance identified in AMS2750E Table 6 or 7 (as applicable). (Figure 1)
B: Or, use the correction factors from the wire in question during each production cycle to the temperature displayed and recorded as the corrected temperature.
Most companies do not want to add correction factors from wire to their systems. So, option A is typically used.
The Scope of AMS2750E
The scope of AMS2750E may seem straightforward at times, but it can be challenging for some suppliers to understand what AMS2750E actually governs and what it does not govern.
Questions that begin with “Where in AMS2750E does it talk about …?” are not unusual. Some examples are vacuum calibration, quench delay for aluminum heat-treating, leak-rate testing, dew-point measurement, and others. None of those four examples is included within the scope of AMS2750E. These specific requirements can be found both in industry specifications (such as SAE/AMS) as well as prime specifications that are flowed down via purchase order and/or print.
Furnace Instrumentation/Control per AMS2750E
Quickly after the release of revision E of AMS2750, I was asked if revision E required suppliers to begin replacing their analog (paper) recorders with electronic recorders or data acquisition systems. I can see why this rumor made the rounds, but no, electronic recorders are not specifically required by AMS2750E. It seems the misunderstanding is coming from a) misinterpretation of the specification, and b) the statement made in paragraph 3.2.1.1 of AMS2750E stripping the grandfather clause put forth in revision D regarding furnace instrumentation resolution for analog instruments.
It’s worth mentioning the technological innovations that have appeared in the last 10 years. Several control systems — such as the HC900 paired with SpecView — if programmed correctly, are almost limitless in their flexibility. New electronic automated systems are worth the investment for most suppliers.
Instrumentation type designation
Determining instrumentation type can also be challenging. Questions range from “How do I determine what type of instrumentation I should designate?” to “Can I use extra sensors in an instrumentation configuration and keep the same designation type?” The following will address some of the more common questions.
First, let’s address the minimum requirements from AMS2750E.
Instrumentation Type E is an option in AMS2750E but is not permitted when documentation of the thermal cycle is required. In these examples in Figure 2, we will assume Type E is not permitted.
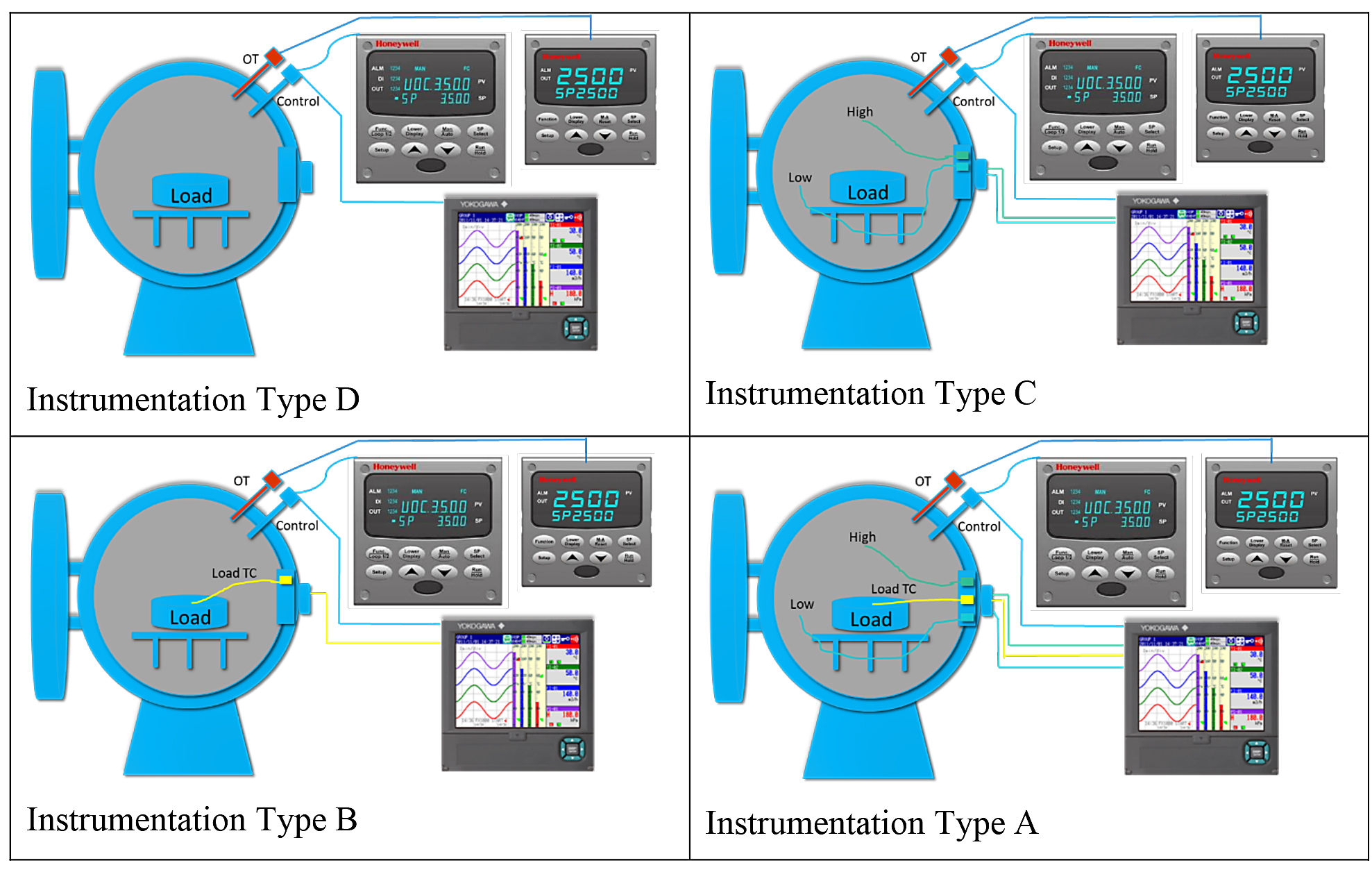
An example: If a supplier has a Type D configuration, they will have the following in each control zone: an overtemperature control, a furnace controller, and a recording device recording the control process variable (actual furnace temperature). A furnace that is designated Type D instrument may still contain a load thermocouple for periodic or all cycles performed. In this case, the furnace could remain a Type D with the addition of a load thermocouple.
AMS2750E (page 17, paragraph 3.3.4) allows the additional thermocouples to be added to the minimum systems of any instrumentation type. In this case, it would be important to keep in mind that, if adding additional thermocouples that are used for product acceptance, they then require calibration as well as a system accuracy test for the additional system.
Another example is a supplier who designates their furnace a Type B system. This would require the same systems as Type D with the addition of a load thermocouple. A supplier could very well designate Type B instrumentation and place the load thermocouples (say they use two in each cycle) in the hot and cold areas.
There are many combinations that can be used within a particular instrumentation type. As long as the supplier has the minimum systems indicated by the instrumentation type and performs AMS270E testing on those specific systems, as well as additional systems used for product acceptance, this would conform to both AMS2750E and Nadcap.
Summary
AMS2750E can be a confusing and complex specification to understand and apply. As with anything else, training and hands-on practice are the best way to master the interpretation and execution of the requirements. Don’t be shy — get a second opinion whenever possible. Having open conversations regarding the interpretation is a great way to expand your understanding of the specification.
For more information regarding the Alternate SAT, please feel free to contact me.


















 general practice for CQI-9 and AMS2750E")







