








Atmosphere furnace or vacuum furnace, which to use? In carburizing, for instance, the workhorse furnace is the atmosphere gas carburizing furnace with integral oil quench. However, inroads in this hardening market have been made by so-called “low pressure carburizing” (LPC) furnaces. LPC uses a carbon gas, but it is introduced at pressures below atmospheric pressure (i.e. vacuum). Vacuum carburizing (LPC) has been around for decades, but high costs and affordability have been issues when combined with an integral oil quench to allow for effective hardening of lower alloy steels.
So, the question was asked, “If one were to newly design and build a furnace today that is both a well-performing furnace, but still affordable, what would that furnace look like?” One can imagine the typical customer saying they want all the best features, but also for a low cost. Well, the answer today is that intelligent and affordable carburizing and hardening only needs a Super IQ™ furnace.
Fortunately, such a furnace is now available. The Super IQ™ furnace means safer processing with simple, yet advanced automation, all with the proven performance of low pressure processed parts. Low pressure processing means no use of endothermic gas and its inherent environmental issues or safety concerns. Such a furnace combines the benefits of low-pressure carburizing technology with a simple atmosphere oil quench.
Great technology without affordability means it will not be readily accepted by industry nor widely adopted, so affordability was a must. Hence, the design needs to be as simple and affordable as it is practical. The intelligent design of this new furnace style accomplishes these goals.
What it looks like
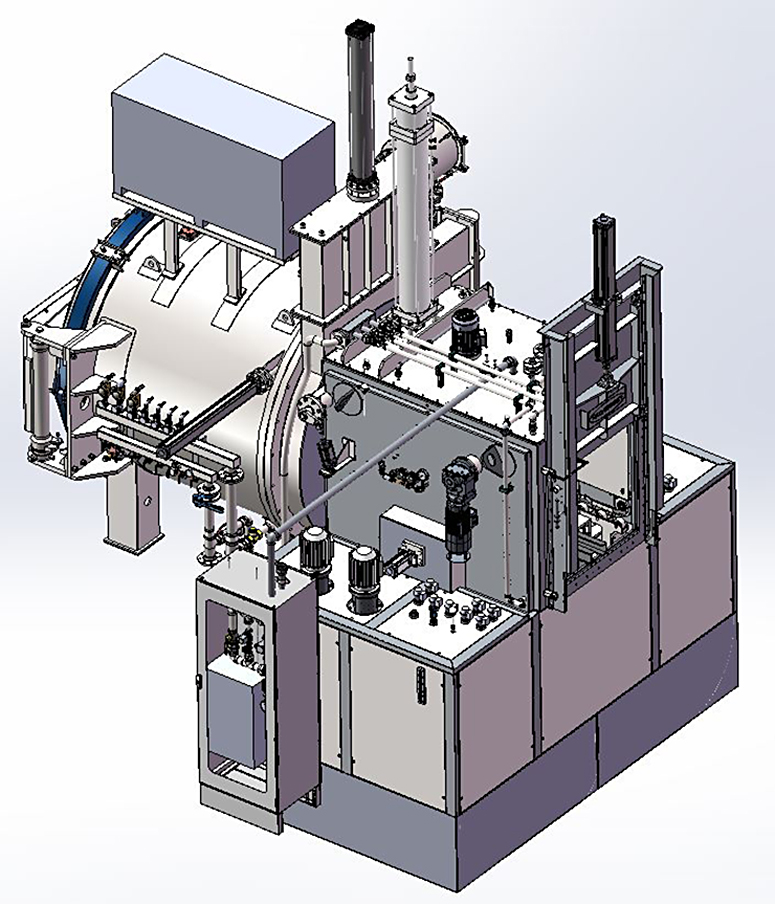
Figure 1 shows a 3D model of this new technology, which combines an atmosphere integral oil quench and low-pressure carburizing technology in the heating chamber. The obvious question is: What is unique here? Well, until now, the equipment performing both LPC and vacuum hardening was always coupled with either a vacuum oil quench or a very high pressure (20 bar absolute) gas quench. These types of quenches are expensive, even though they have been built for decades. However, the simplicity of an integral oil quench coupled to a gas atmosphere hardening furnace is a low cost, long-proven technology. Hence, the need is to combine these technologies to reduce the ownership cost of this equipment.

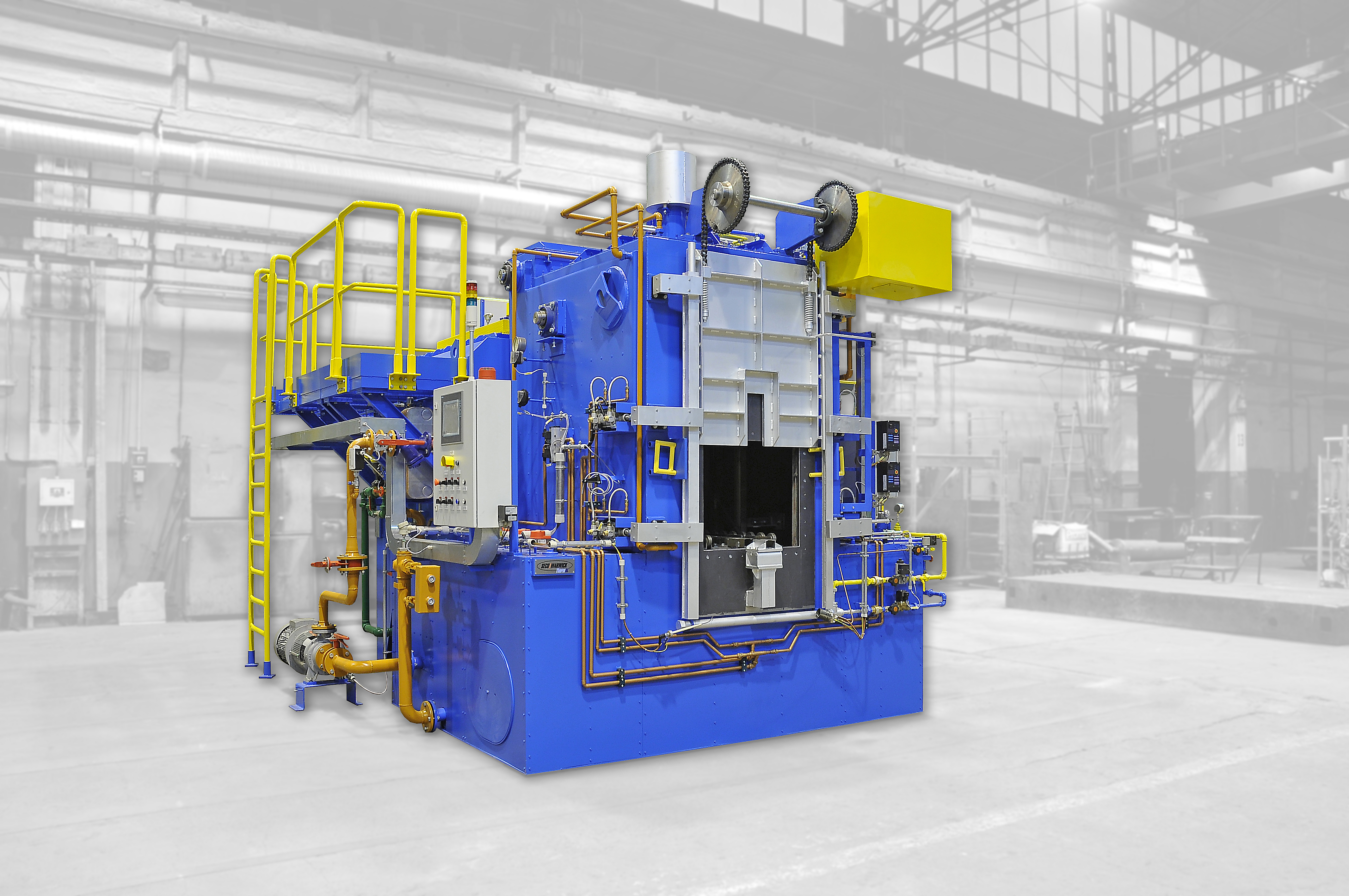
This new furnace looks like a typical gas carburizing furnace. Figure 2 shows the as-built new Super IQ™ furnace installed at a high-production heat-treat facility. This design is not revolutionary, but rather, it is evolutionary. It is not a hybrid design, but a re-imagining of the existing, old-style atmosphere integral quench furnace (shown in the next Figure 3). This new furnace design results in:
- Elimination of the need for endothermic gas.
- Elimination of flames from the flame curtain and billowing hydrogen and CO gases.
- The heating chamber can easily be used at temperatures over 2,000°F (Tool steels, etc.).
- Elimination of dangerous carbon monoxide gases.
- Quiet operation.
- Clean operation – no smoke and/or soot.
What is different?
Atmosphere Designs
Atmosphere integral (sealed) quench furnaces, either in a batch in-out or continuous straight-through configuration, were introduced to industry more than 70 years ago. They have seen some design modifications/improvements over this time but with few real significant technological changes. Almost every heat treater knows this furnace style or owns one. A typical, old-style atmosphere integral quench furnace (as shown in Figure 3) has four main components:
- A heating chamber with either gas-fired radiant tubes or electrical heating elements and an atmosphere recirculating fan.
- An oil quench with oil-agitation system and oil-cooling system.
- Instrumentation and controls, often including only a limited form of HMI (Human Machine Interface).
- Gas sensors — often in the form of oxygen (carbon) probes and gas analyzers — and ports to add shim-steel stock to determine quality of the atmosphere to make manual and/or automatic adjustment of hydrocarbon (natural gas or propane), air, and/or ammonia additions.
Various manufacturers have added additional features or variations to these basic furnace styles.
Vacuum Designs
Low-pressure vacuum-carburizing furnaces, either in a batch in-out or continuous straight-through configuration, were mostly commercialized in the mid-1990s based on designs conceptualized even earlier. The driving force behind this technology was the aerospace industry, and the initial uses were mostly vacuum hardening with vacuum oil quenching. The perfection of low-pressure carburizing expanded the use of these furnaces. A high-volume production design of such a vacuum hardening furnace (straight through with pre-heat) by SECO/WARWICK is shown in Figure 4. Such a typical vacuum integral quench furnace also has four main components:
- A vacuum heating chamber with electric heating elements and a cold-wall design. Typical vacuum level being on the order of 10-3 Torr.
- Either an oil quench or separate high-pressure gas quench chamber.
- Instrumentation and controls, including comprehensive vacuum programmable controller and extended HMI (Human Machine Interface).
- Process simulation and development software primarily to allow the repeatability of the carburized case based on many factors such as case depth, carbon profile, part geometry, and surface area.
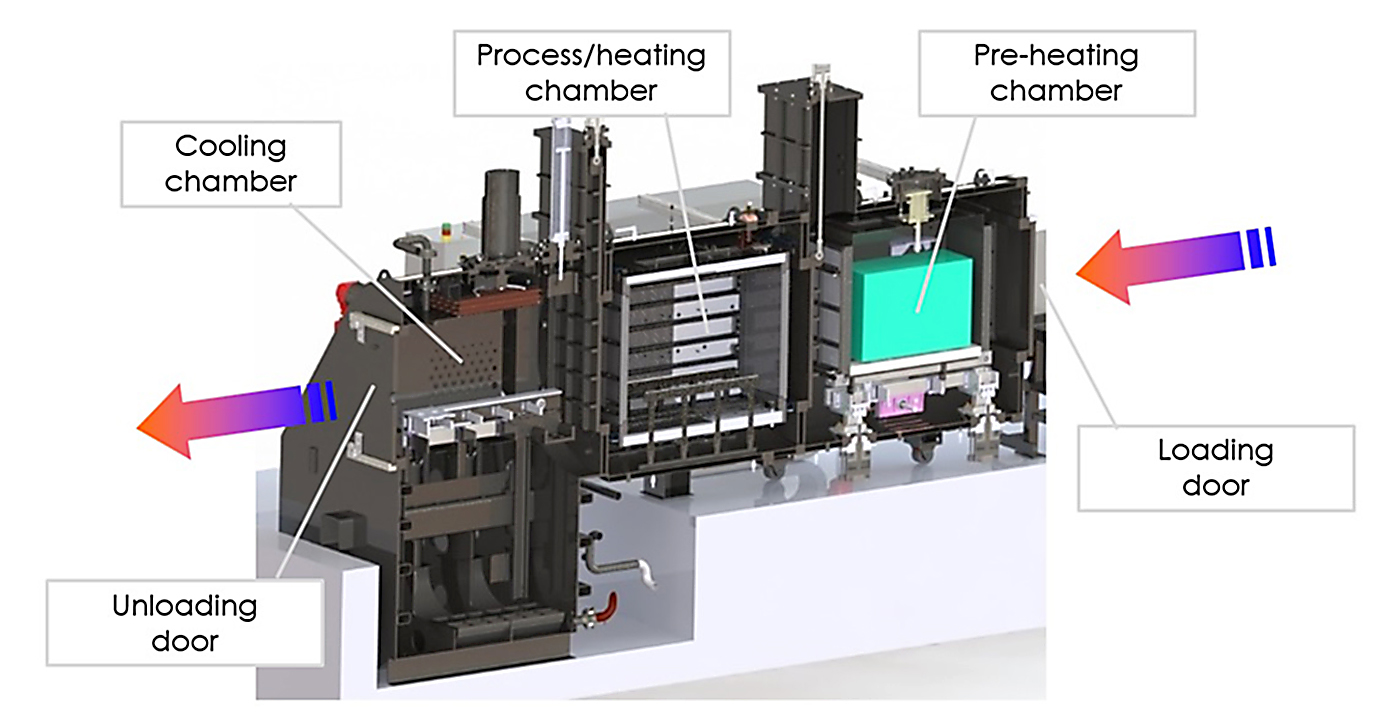
In the batch in-out configuration, an entry vestibule (above the oil) is provided, in the case of the straight through design, a pre-heat chamber shortens the heating/carburizing cycle (Figure 4).
Performance of the New Furnace Design
Low-Pressure Carburizing
Little discussion needs to be spent on the low-pressure carburizing features and benefits (often referred to as vacuum carburizing), as this is well-proven technology employed in dozens of furnaces (see the references at the end of this article for deeper details). Being that the heating chamber is a high temperature vacuum chamber, this furnace style is also well-proven technology for decarb-free hardening of a wide variety of performance alloys, without the need for shim stock experimentation to prove the atmosphere efficacy. The desired vacuum level, readable with a standard vacuum gage, easily verifies the atmosphere (vacuum) purity.
Operation of this new furnace requires nitrogen purging after putting the load into the loading vestibule over the oil. The loading door is closed, and nitrogen is further introduced to reduce oxygen levels even more. Shortly after purging, the hot door to the heating chamber (which also contains nitrogen and is at an elevated “pre-heat” temperature) opens. After transfer to the heating chamber, a convection assist fan helps pre-heat the load before a vacuum is pulled on the heating chamber. Once the entire part load has reached temperature and is uniformly at temperature, a hydrocarbon gas source is added per the recipe from the software-assisted simulation. Typical gas mixtures are 100-percent acetylene.
Process Confirmation Testing
There were tests performed to establish the operation steps needed for this new furnace design and to prove the quality with the absence of both vacuum in the transfer to quench or endothermic gas in the transfer to oil quench. Three steel grades were selected for process comparison with known atmosphere and vacuum carburizing results:
• SAE 5120 (20MnCr5): A popular carburizing grade used in the automotive and transportation industry.
• X4317H (18CrNiMo7-6): A carburizing grade used in the energy segment.
• SAE 9310 (14NiCrMo13-4): A carburizing grade by the aerospace, industrial, and automotive industries.
Various process variables were fixed and common to all testing including:
- Loads were charged into the vacuum heating chamber at ambient temperature.
- Pump down heating chamber to the 10-3 Torr range.
– Heat in vacuum.
– Carburize with acetylene at 980°C (1,800°F) to a case depth of 0.80-1.00 mm (0.032 – 0.040”) effective case depth measured at 550HV (52.5 HRC).
– Drop temperature from the carburizing temperature to the hardening temperature.
- Immediately before quenching, backfill the heating chamber with nitrogen to atmospheric pressure (while measuring the oxygen content).
– Transfer the load onto the quench elevator.
– Quench into 60°C (140°F) agitated oil.
- Quench for 30 minutes in the oil, raise the elevator and allow the load to drain prior to unloading.
- Wash and temper all samples (at appropriate tempering temperatures).
Test Results – Absence of Part Contamination During Load Transfer
Intergranular oxidation (IGO) was still prevented with this new furnace design. The nitrogen atmosphere was even purposefully contaminated to simulate oxygen contamination during transfer from the heating chamber to quench, but results were still acceptable. Cryogenic nitrogen from a bulk tank was used for the tests. The end result — after extensive metallurgical examination using optical and scanning electron microscopy and hardness verification — was that no contamination affected the materials.
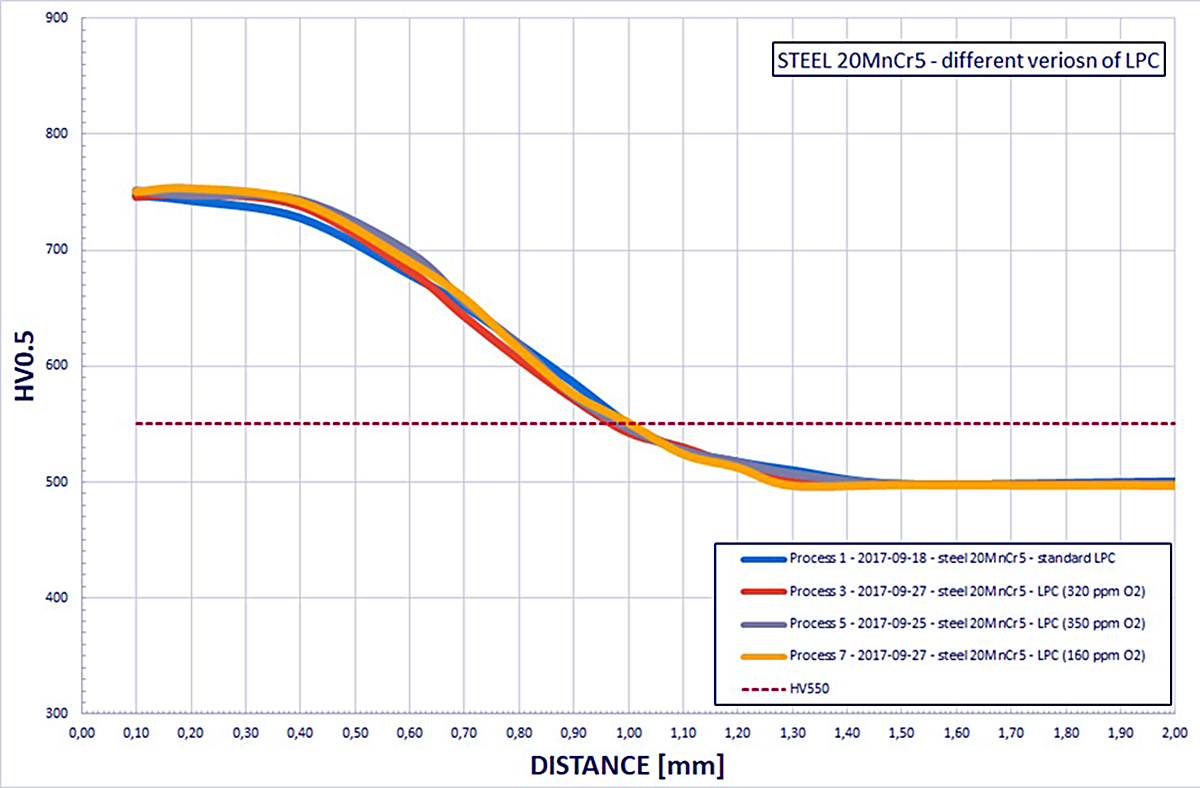
Test Results – Hardness and Case Depth Confirmation
Typical results for hardness tests are shown in Figure 5.
Loading the Furnace and Integration with Existing Loaders
The design team decided that loading should not only be similar to existing methods, but that integration with popular loaders from other makers of gas-carburizing-style furnaces was a feature worth designing in. In Figure 6, one can see the old-fashioned gas carburizer with its inherent flames during unloading. Directly across from it is the new, clean Super IQ, which uses the same loader.

As in any furnace design, the engineers must make compromises between features, size, and cost factors. One of the design requirements set was to create a furnace that not only competes with the quality of gas carburizing by beating it, but the furnace also needed to be a realistically priced option to those buying a standard atmosphere integral quench furnace. Until now, vacuum carburizing required almost twice the investment of similar old-fashioned gas equipment. Since no endothermic generators are needed, the new Super IQ is even simpler, and the costs are not far apart from the much older technology. There is no longer an excuse to avoid going with clean, productive, and state-of-the-art furnace equipment.
To keep things even simpler, only one size is offered. The design team decided to offer only the popular 36” x 36” x 48” deep size. Those using smaller sizes can turn their trays around and double the production. Those using the most popular size are ready to go. Washing and tempering equipment can be shared, or basic tempers and washers can be added.
One final factor for the design team was to create a furnace design that exhibited high-production capability, much like the atmosphere units. This means fast transfer into a pre-heated chamber, the ability to carburize at higher temperatures (without furnace degradations), and a unit that can perform other processes such as fast through hardening, annealing, normalizing, etc. Intelligent furnace design needs a Super IQ.
References
- Vacuum Carburizing Patents: SECO/WARWICK (U. S. Patent No. 7,513,958 and U. S. Patent No. 7,550,049, JH Corporation (US Patent No. 5,702,540), Solar Atmospheres (U. S. Patent No. 7,541,035), Surface Combustion, Inc. (U. S. Patent No. 7,267,793).
- Warwick, William, “Case Hardening under Vacuum with Oil Quenching,” Industrial Heating, January 2018.
- Kula, Piotr., Maciej Korecki, Robert Pietraski, Emila Stanczyk-Wolowic, Konard Dybowski, Lukasz Kolodziejczyk, Radomir Atraskiewicz and Michal Krasowski, FineCarb – The Flexible System for Low Pressure Carburizing.
- Herring, Daniel H., Technology Trends in Vacuum Heat Treating, Part Two: Processes and Applications, Industrial Heating, November 2008.
- Kula, Piotr and Josef Olejnik and Janusz Kowalweski, New Vacuum Carburizing Technology, Heat Treating Progress, Feb/March 2004.
- Herring, D. H., Why Vacuum Carburizing is Effective for Today and Tomorrow, I-III, Industrial Heating, June, September, October, 198.
- Herring, D. H. and Read, G.P., Vacuum Carburizing Developments, Metallurgia, May 1986.
- Herring, D. H., A Comparison of Atmosphere and Vacuum Carburizing Technology, Industrial Heating, January 2002.

















 general practice for CQI-9 and AMS2750E")







